
罗太景
(徐州工业职业技术学院,江苏徐州 221140)
摘 要:对回转支承的运输、仓储、安装、日常维护和保养等方面进行专业分析,着重对使用中的单排交叉滚柱式回转支承出现的故障进行诊断分析并给出对策,提请相关专业技术人员注意。
关键词:交叉滚柱式;回转支承;维护保养;故障诊断
0 引言
回转支承是两物体之间做相对回转运动,同时又承受轴向力、径向力、倾覆力矩的机械设备所必须的重要传动关键件。回转支承常用的结构形式有4种:单排球式、单排交叉滚柱式、双排球式、三排柱式。本文对回转支承的运输、仓储、安装、日常维护和保养等方面进行专业分析,着重对设备中使用的单排交叉滚柱式回转支承出现的故障进行诊断分析并给出对策。
1 回转支承在运输、仓储、安装
回转支承的运输应水平固定在木板上,小心轻放,避免碰撞特别是径向碰撞。长期仓储时,外表面应涂防锈油并用塑料薄膜或油纸包裹,放在干燥密封的室内。安装前,应清洗接触面和齿轮上的保护涂层。清洗中应避免清洗剂进入滚道内部。装配间隙在出厂时已调整好,通常情况下不宜拆开;如间隙不符合要求,可拆开调整。检查安装接触面平直度的方法用塞尺,可直接检查配合面的不平度,也可用专业仪器检查。安装接触面需要用机械加工的方法消除平面误差,必须在整个结构件全部焊接后再进行。加工好的结构件刚性也要检查,要求在Z大额定载荷下,安装面偏差不允许超过Z大偏差值。安装回转支承时,应先固定压圈转动齿圈,找出节圆直径上椭圆长轴Z大点,用漆涂在Z大直径的齿上,外齿圈为正向,内齿圈为负向。安装小齿轮时,应调整至大齿圈上涂漆的齿与小齿轮的齿的啮合,啮合间隙满足装配间隙技术要求,然后拧紧固定螺栓,固定后应重新检查整个圆周上的啮合间隙。为防止螺栓的螺距误差,选用滚压螺栓,螺栓的材料选用中碳钢或中碳合金钢。螺栓、螺母的强度有相关标准控制,选择螺栓、螺母时,应使螺母材料的硬度比螺栓的材料的硬度低一级,这样可以避免螺栓、螺母紧固咬死和减小磨损。紧固螺栓时应根据孔径选择拧紧力矩,紧固螺栓应使用扭矩扳手在180°方向对称拧紧并达到预紧力。安装时不允许用弹簧垫圈,为减少螺栓头与支承接触面的压力,选用经调质处理后的圆平垫圈。
2 回转支承使用、维护、保养
使用前,转动支承并加足润滑脂,加到新油脂略向外挤出为止。齿圈上也需涂上合适的齿轮用油脂。滚柱支承工作运转50h再润滑一次,球支承工作运转100h再润滑一次,在热带地区及高温、高湿度、高灰尘环境中,温差大且连续运转,应改为一周润滑一次。齿轮还应定期涂齿轮用油脂。试验运转要求:先在整个工作范围内空载运转2h,测量传动电机的电流,不得超过额定值;大、小齿轮轮齿的接触面不得小于70%,否则回转支承重新调整安装。由于小齿轮处于悬臂位置,工作初期要调整至齿轮下端接触良好。
回转支承Z大允许磨损量的测量:测量时先将回转支承上下座圈圆周8等分,做出标记,然后施加适当的倾翻力矩,在第1基准点测量总的轴向间隙记入表内,再将动臂转至第2个位置,再将在第2基准点测量总的轴向间隙记入表内。依次将8个位置的测量值记入表内。第1次测量应在新机使用前进行,以后每年测量一次,测量方法同第1次。如发现磨损值显著增加,应适当缩短测量间隔期限。如回转支承磨损的间隙量超过了回转支承磨损间隙允许的Z大值,应进行修复或更换回转支承。一般情况下,回转支承工作运转100h后,应重新拧紧固定螺栓至规定的拧紧力矩。以后每运转600h重新拧紧一次。回转支承运转工作时如有噪音、冲击、驱动功率突然增大的异常现象,应立即停机检查。
3 单排交叉滚柱式回转支承常见的故障分析(见图1)。
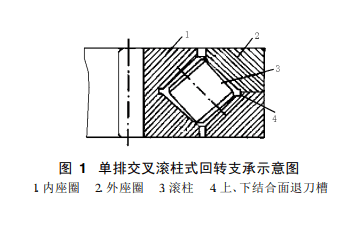
(1)单排交叉滚柱式回转支承转动时有“嚓-嚓”的响声原因分析:这主要是滚柱的长度超长,使滚柱的端面与回转支承上下座圈中的滚道产生摩擦而发出的“嚓-嚓”的响声。正常情况下,回转支承滚柱不会摩擦滚道,若滚柱的长度超长,就会因摩擦而产生响声。若滚柱的长度超长太多,就会使滚柱两端面压在滚道上,造成回转支承转动困难。再者调整垫圈摩擦滚?而产生的声音,主要是装配调整垫圈孔径大于螺栓直径。当螺栓预紧力不足时,调整垫圈易窜入滚道并与滚柱圆角产生摩擦。
(2)单排交叉滚柱式回转支承转动时有“咯-咯”的响声原因分析:①轴向间隙偏小造成。一般来说,轴向间隙在保证回转支承转动?活的前提下,间隙越小越好。局部位置的轴向间隙小到趋于零时,滚柱与座圈间的摩擦阻力增大,在较大驱动力的作用下产生响声。②回转支承安装基准面不平或滚道面扭曲不平。回转支承安装基准面不平度应小于其轴向间隙,否则,装配后螺栓拧紧,由于回转支承本身刚性小,随着安装基准面的不平将产生变形。
造成滚柱在不平滚道上转动。当部分变形大于或接近轴向间隙时,就会产生响声或转动困难。回转支承压圈退刀槽偏于上下压圈的结合面或滚道中有铁屑等异物或滚道面有其他缺陷。由于退刀槽偏于结合面时磨削用砂轮夹角处损耗快,在较长滚道内口有凸起现象,滚柱在其上滚动就会产生响声。退刀槽处残留切削的毛刺或铁屑也会造成转动时的响声。另外,滚柱在滚道内挤得太紧,造成无间隙转动,缺少润滑油,造成干摩擦,也会产生响声。
(3)回转支承滚道面缺陷分析:①滚道面产生剥落的原因分析:由于滚道严重不平或平面扭曲;受重载作用后,局部压力过大,超过滚道接触强度;因点状冲击或长期超负荷工作,造成疲劳破坏;滚道锈蚀,产生裂纹并逐渐扩大;局部强力冲击,造成淬硬层断裂;淬硬层不均或太薄;滚道内残存较硬的异物,造成局部压强过大;原材料中条状组织破坏淬硬层。②滚道、滚柱局部产生麻点或点蚀原因分析:滚道内有硬杂物如砂粒、铁屑;局部滚道长期工作在较高的接触强度下,引起局部疲劳。由于密封维护保养不好,使雨水或清洗液浸入滚道,造成滚道、滚柱局部产生麻点或点蚀;装配螺栓预紧力不足或松动,引起轴向间隙增大,滚柱在较大倾翻力矩旋转,滚道边缘接触应力剧增并产生滑动,滚柱一端实际承受的极大应力易产生点蚀。③滚道面出现较规则的线状压痕原因分析:主要原因是回转支承长时间在一定位置静态振动,如汽车起重机长时间在崎岖不平的地带行驶,轴向间隙增大,使滚柱母线冲击滚道,从而产生间距相等的线状压痕。
4 结语
总之影响回转支承的运输、仓储、安装因素多,只要在日常维护、保养时进行细致、专业分析,抓住问题关键能予以克服。交叉滚柱式回转支承具有承载大、刚性好、结构紧凑的优点,对使用中的单排交叉滚柱式回转支承出现的故障,可以结合以上诊断分析,找出回转支承出现故障实际原因,并进行改善。回转支承应用在不同的设备上出现的故障,应根据设备的实际工况,具体诊断分析,解决问题效果更显著。
参考文献:
[1]罗太景.解析轴孔间距的测量方法对测量准确度的影响[J].煤矿机械,2008,29(6):113-114.
[2]罗太景.轴、孔磨削表面波纹度的评定与质量控制[J].新技术新工艺,2008(4):30-31.
[3]罗太景.滑动轴承工作表面波纹度的分析与质量控制[J].轴承,2006(1):18-19.
[4]罗太景.轴、孔磨削表面粗糙度的评定与质量控制[J].机床与液压,2009(4).
[5]罗太景.齿轮箱轴承座孔的中心距测量方法精度分析[J].机械传动,2009(1).
(来源:煤矿机械)

