
吴婷
(天津天铁冶金集团热轧板有限公司)
1 引言
天铁热轧1750mm立辊轧机位于R2四辊可逆粗轧机之前,与R2轧机配合形成万能式粗轧机,其中侧压装置是立辊的主要组成部分,其作用主要是对加热炉出来的板坯进行侧边轧制,并控制板坯宽度尺寸和形状,同时将板坯边部的铸态组织变为轧态组织,避免在水平轧制过程中产生边裂,影响板坯质量。
天铁1750mm轧机投产7年多,前期设备运行良好,但随着生产节奏的加快,设备磨损加大,精度降低,因此在生产过程中,小轮碎裂、球面垫掉落等侧压装置频繁出现故障,造成了立辊轧机倾斜的现象,直接影响了正常轧钢工序。通过对事故现象的原因分析和改进,降低了立辊轧机倾斜故障率,保障了生产的顺利进行。
2 立辊轧机侧压装置的结构与工作原理
2.1立辊轧机侧压装置结构
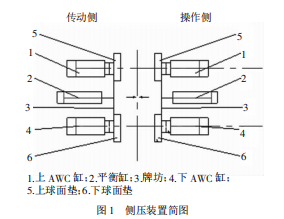
测压装置分布于轧机传动侧和操作侧,全部采用液压驱动,每侧由平衡液压缸(以下简称平衡缸)、两个AWC液压缸(以下简称AWC缸)和平衡梁等组成。AWC缸与平衡缸共同作用时,实现轧辊的开口度的设定,两侧侧压装置可单动,也可联动。AWC缸与平衡缸均固定在机架上。侧压装置具体参数如下:
Z大轧制力矩(过载系数2.75,5s电机跳闸):2×616kN·m;
轧制速度(Z大辊时):±2.9~5.67m/s;侧压速度(单侧):80mm/s;
Z大侧压量:60mm(双侧,低碳钢,厚度230mm);
立辊开口度:720~1750mm;
AWC液压缸:φ400/φ320×895mm,工作压力27MPa;
平衡液压缸:φ220/φ140×1925mm,工作压力8~12MPa。
测压装置见图1。
2.2侧压装置工作原理
侧压装置其共同作用可调整轧辊的开口度。该装置配有短行程控制(SSC)功能+自动宽度控制(AWC)功能。短行程控制(SSC)用于控制大侧压引起的头、尾形装误差。自动宽度控制(AWC)主要用于修正轧制力变化引起的宽度误差。SSC、AWC的控制是由液压伺服系统实现的。
AWC缸通过球面垫与轧辊轴承座相接。其作用是:带动轧辊装配在机架内运动。AWC缸均带位移传感器,用于AWC缸位置检测和同步控制。AWC缸可带负荷调整。在AWC缸液压伺服系统上装有压力传感器,用于检测轧制压力。
平衡缸通过连接板与平衡梁相连,平衡梁上下钩部分别与上下轧辊轴承座相接。平衡梁的侧面装有滑板,上部装有小轮。平衡缸作用是:一方面在正常工作状态下通过平衡梁始终将轧辊装配拉靠在AWC缸头部上,消除球面垫与AWC缸头部之间、球面垫与轴承座之间的间隙。平衡缸带位移传感器,用于轧辊位置检测。
3 立辊倾斜故障原因分析
由于轧线只有一架立辊轧机,每块板坯轧制五道次,其中一、三、五道次带有减宽轧制设定,二、四道次打开,因此轧机工作量较大,侧压装置动作频繁,很容易出现倾斜故障,从而影响正常生产。立辊倾斜原因主要是由立辊平衡梁小轮故障和球面垫掉落所引起。
3.1平衡梁小轮故障原因分析
平衡梁小轮如图2所示,将平衡梁固定在机架内,并保证平衡梁在机架内往复运动。随着设备精度的降低,在生产过程中,小轮经常会出现卡死、轴承碎裂等故障,造成平衡梁运行不平稳,平衡缸压力过大,立辊轧机报倾斜,影响轧钢生产。通过多次检修更换检查,分析其原因为:现场环境恶劣,立辊轧机前部装有高压水除磷装置,粉尘、铁屑较多,水量大,小轮无密封,仅有轴承挡圈,容易进入小轮轴承内部,造成轴承卡死或加剧轴承滚珠磨损,致使轴承损坏;润滑不良或润滑油孔堵塞,轴承长时间处于无润滑油状态,造成轴承卡死;小轮加油不方便,见图2。
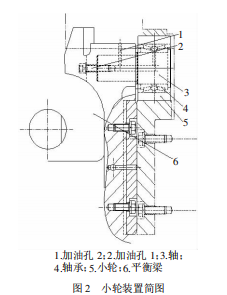
油孔1为加油孔,每次加油都需将固定螺栓拆除,且空间狭小,不利于加油;小轮滑道粉尘较多,容易堆积,从而增加小轮运行阻力,造成小轮受力不均,平衡缸压力过大;小轮轴承强度不够,滚珠容易碎裂;多次更换小轮轴,造成平衡梁固定孔与轴间隙加大,小轮往复摆动使固定孔形成椭圆形,致使小轮损坏。
3.2球面垫掉落故障原因分析
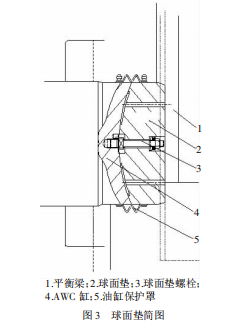
球面垫在轧钢过程中,Z大轧制力为4000kN,遭受较大冲击力,尤其是下缸,很容易使螺栓剪短、球面垫掉落,从而造成立辊报倾斜。分析其原因为:球面垫螺栓强度低,螺栓倒角处存在应力集中或应力经过热处理未消散;螺栓经常断裂,造成AWC缸缸头螺纹?坏,与螺栓配合间隙大,螺栓晃动致使断裂;滑板磨损,精度降低,平衡梁与牌坊的间隙增大,轧钢过程中,平衡梁摆动,带动球面垫,使螺栓断裂;AWC缸依靠卡环固定在立辊牌坊上,轧钢过程中,冲击力大,尤其道次,造成AWC缸卡环与AWC缸体之间间隙大,且牌坊磨损(现场查看,发现轧机出口磨损较大,入口有轻微磨损),生产过程中,缸体不规则摆动,造成螺栓断裂;上下AWC缸不同步,在工艺操作人员拍快开时(拍快开,平衡缸和AWC缸同时缩回),平衡梁倾斜,造成某一个球面垫承压过大,致使螺栓断裂。球面垫见图3。
4 立辊倾斜故障改进措施
为了降低立辊倾斜故障率,结合现场实际情况,制定了具体改进措施。
小轮定期润滑,将变质润滑油和粉尘挤出;安装小轮时,安装正确,确保油道畅通,防止杂物进入轴承内部,轴承挡圈牢固;小轮前方增加刮尘板,在小轮运行过程中,提前将堆积粉尘清除,便于小轮运行平稳;小轮轴承改用进口SFK轴承,提高轴承强度;更改小轮润滑油道,同时在轴上开槽,便于小轮加油;利用大修时间,对平衡梁固定小轮孔进行修复;定期检查小轮运转情况,便于提前发现问题,及时处理。
球面垫螺栓采用高强螺栓,螺栓倒角改为圆角,并进行热处理消应;对AWC缸缸头螺孔螺纹进行修复,或者加大螺纹,更改螺栓;定期测量牌坊与平衡梁之间的间隙,过大时滑板适当加垫,保证牌坊与平衡梁的尺寸配合在1.4~2.1mm;AWC缸卡环实行一对一制度,下线后,根据AWC缸测量尺寸进行修复,保证公差配合,从而使AWC缸固定良好;牌坊磨损处定期进行修复,保证安装精度;球面垫下方加焊托架,这样即使球面垫螺栓断裂,也可保证不掉落,维持正常生产;定期检测油缸信号和伺服阀信号反馈,确保油缸同步。
5 改进后效果
经过对侧压装置采取的一系列改进,改善了小轮工作环境及小轮强度,使小轮故障率大大降低,由每年5~6次降低到每年1~2次,取得了良好的效果;在保证设备精度的情况下,球面垫掉落次数明显减少。平衡梁小轮和球面垫的改善,减少了立辊倾斜故障率,保障了生产的顺利进行,同时降低了备件损耗,节约成本。
6 结束语
通过对立辊轧机倾斜故障进行分析,找出了故障原因,提出了具体改进方案,改进后降低了立辊轧机倾斜故障率,保障了生产的顺利进行。设备精度是保障设备正常运行的重要因素之一,尤其到设备后期,设备磨损加剧,精度严重降低的情况下,更应保证精度,同时也要加强设备点检制。
来源:《天津冶金》2014年第003期

