
1、抱轴事故概述
事故发生时,机组在试运行过程中汽机ETS保护动作,查跳机原因首出为推力瓦回油温度高/汽包水位高HHH,汽轮发电机组跳闸,汽机转速惰走下降。在汽机跳机后约12min,锅炉过热器出口电动主汽门被操作员关闭。随后盘车电机电流异常增加,且波动加大,Z大电流至34.7A,此时前汽缸上缸温度402℃,下缸温度364℃。操作员在盘车电机电流不正常的情况下连续多次投运盘车装置。在真空为0、轴封压力为6.3kPa情况下,操作员投人启动抽气器开始抽真空。在轴封蒸汽未正常工作、汽机转子转速为0时开始抽真空属于不当操作,会导致大量冷空气被抽吸人汽缸,上下缸温差骤然加大,收缩不匀,导致汽轮机转子彻底抱死。
2、处理措施
(1)事故现场执行紧急措施,打开凝汽器真空破坏阀,停启动抽气器,真空回零。
(2)在盘车装置无法正常工作、前汽缸上下缸温差持续加大并且无法人工盘车的情况下,使用行车对转子进行强制盘车180°。
(3)为避免汽轮机转子大轴因汽缸上下缸温差大而弯曲变形,定时利用行车对汽机进行间断性连续盘车,直到汽缸完全冷却。
(4)检查汽轮机1#、2#轴瓦,检测转子径向跳动、轴向推力位移,均符合汽轮机厂家要求。启动顶轴油系统,手动盘车正常自如。随后启动电动盘车,电流平稳,但在汽机后缸发现有不均匀异响;在前轴承位置处,有问或的清脆金属擦碰声音;打开低压缸空气门进入汽缸,确认有嚓音,对汽机进行开缸全面检查。
(5)对开缸后转子、上下隔板汽封、动叶顶汽封及缸内情况进行彻底检查,结果如下:1)转子叶轮:21级叶顶摩擦较重,0~17级叶顶均有摩擦;2)转子隔板汽封城墙:9~14级摩擦过热发蓝;3)前汽封有轻微摩擦和发蓝现象;4)上隔板部分:第1、4、6级动叶顶汽封摩擦较重;5)下隔板部分:1~17级动叶顶汽封均有摩擦痕迹,发现大量金属屑。
(6)对转子、上下隔板汽封、动叶顶汽封进行修复处理后,对汽机转子的弯曲度进行确认检测,测量数据如表1所示。
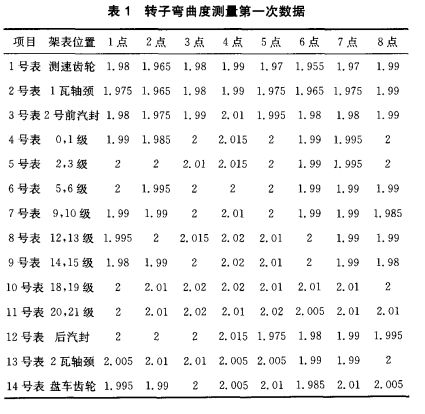
转子弯曲度测量结果表明,汽机转子经过这次抱轴事故后,弯曲度未发生明显变化,经厂家技术人员确认符合要求后对汽轮机进行回装。
(1)汽机本体全部回装完成后,对转子与汽缸中心进行复测检验。测量检查汽机轴向间隙、径向间隙、汽缸严密性等,全部安装数据符合厂家要求后,完成汽机本体安装工作。
(2)在完成汽机本体与附属设备的复装及检查工作后,制定汽机重启冲转方案,顺利完成汽机的盘车、冲转、带负荷运行等一系列工作,所有在线检测数据正常,机组开始正常运转。
3、事故原因分析
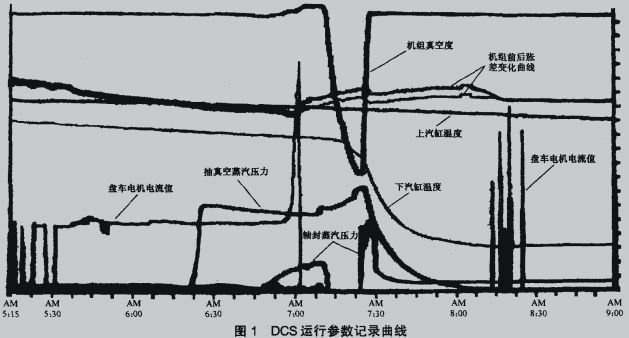
汽轮机抱轴事故发生后,项目部组织设计、安装、调试以及厂家技术服务相关人员就抱轴事故的起因及处理方案进行分析和研究。图1为本次汽机主轴卡死事故发生前后DCS系统记录的机组运行参数曲线。
(1)机组跳机后,运行人员违规关闭锅炉主蒸汽出口电动门,导致机组轴封系统失效。
(2)运行人员在轴封系统未正常投运的情况下,启动抽真空系统,大量冷空气被吸入缸体,导致汽机转子与汽缸的快速、不均衡冷却,汽机轴封与转子发生卡涩。
(3)在盘车电机发生故障、无法实现电动盘车时,未及时对汽轮机采取人工盘车措施。导致上下汽缸、转子、轴封间的卡涩现象加重。通过对此次汽机主轴抱死事故原因的全面分析和研究,得到以下几点经验教训:
(1)汽机跳闸后,正常情况下严禁直接关闭锅炉过热器出口电动主汽门,需确保轴封蒸汽及真空系统用汽的正常连续供应。
(2)在盘车电机无法正常工作时宜采取闷缸措施,以防止汽缸上下温差继续扩大,同时排放下缸的沉积疏水。
(3)在盘车电机无法正常工作时,应对汽轮机转子进行人工连续盘车,以确保汽机转子不受弯曲损伤。
(4)应加强对运行人员的技术培训,提高运行人员的安全意识,杜绝误操作的发生。
(来源:汽机人)

