
作者:李德祥 苑明华
(南京西普水泥工程集团有限公司)
来源:备件网
(版权归原作者或机构所有)
引言
某公司2号窑为5000t/d熟料生产线,2014年5月投产,回转窑规格为ф4.8m×74m,三档支撑,斜率4.0%,窑速0.35~4.0r/min。2020年6月下旬,2号窑出现一次高温拉瓦故障,为全面掌握回转窑设备状态,7月上旬委托集团内专业检测团队开展窑系统在线检测。本文简述现场检测期间发生的几个故障处理案例,通过现场分析、研判,及时采取了在线调整等有效处理措施,消除了设备故障发生,保障了回转窑稳定运行。
01 大齿圈振动现象分析及处理
1.1 故障一
(1)事情经过。7月12日凌晨00:30,2号窑立磨液压缸轴断裂故障,窑立即降速减产运行(窑速由3.6r/min降至2.4r/min,喂料量由360t/h减至240t/d),2:32运行过程中大齿圈振动剧烈、窑主减速机出现异音、主减速机过滤器振松掉落,现场立即组织抢修安装,但大齿圈振动症状一直未消除。
(2)原因分析。通过调取中控筒体扫描画面发现,二档附近窑皮长期偏厚,而降速减产加剧工况恶化,窑筒体轴向负载分配更不均衡,同时现场检测出大齿圈靠二档侧筒体总甩动量达10cm(49.5m位置窑筒体局部变形达±51mm,偏心值为8.0mm),现场振动也,初步判断窑工况变化是导致大齿圈振动加剧的主要原因。
(3)处理措施。通过调整驱动侧三档托轮3-1/3-2增加齿顶间隙,缓解振动情况;3:25组织现场人员做调窑准备:托轮底座清理、原始位置划线、架设千斤顶和百分表、准备润滑油和油石等应急物资;4:10与设备管理技术人员召开调整前碰头会,明确调整思路和保障措施;4:30开始计划性分步调整,累计3-1托轮调进3.4mm、3-2托轮调进3.3mm,理论测算齿顶间隙增加1.3mm,现场振感明显降低,主减异音消除,调整过程各档轴瓦温度受控,决定停止调整;通过现场实测,调整前大齿圈前后轴水平振动数值值分别为8.0mm/s和5.4mm/s,调整后前后轴水平振动数值值均为2.9mm/s。
1.2 故障二
(1)事情经过。13日11:00立磨检修结束后开始提产提速,提至13:57分窑速3.5r/min、喂料量310t/h后稳产运行;19:44分中班人员现场巡检,小齿轮轴承座水平振动无载端7.4mm/s,有载端5.9mm/s,减速机高速轴振动3.5mm/s,减速机内部有轻微异响;22:44夜班人员巡检发现大齿圈振动加剧,窑主减速机再次出现异音,实测减速机高速轴水平振动8.3mm/s,垂直振动10.4mm/s。
(2)原因分析。现场首先检查大小齿轮润滑情况正常,再通过调取中控筒扫画面发现,二档附近窑皮出现掉落,窑工况再次发生变化,会造成窑筒体轴向负载重新分配,大齿圈位置窑筒体回转中心(偏心值)发生改变,直接改变了齿顶间隙,导致振动加剧;二是大齿圈自投产运行已达6年之久,齿面已出现点蚀磨损并形成台阶,窑筒体工况改变导致各段筒体轴向温度变化,从而引起筒体各段轴向膨胀量发生变化,大小齿在齿宽方向工作接触面发生改变,加剧振动状况。
(3)处理措施。此时现场检测工作已完成,实测三档托轮工作角为60°00’,故仍可以通过调整驱动侧三档托轮3-1/3-2增加齿顶间隙,进一步缓解振动情况。14日凌晨00:01组织现场实施调整,至00:39分3-1和3-2再次分步调近3.0mm,齿顶间隙再次增加1.2mm,调整过程各档轴瓦温度受控;00:49实测减速机高速轴水平振动3.8mm/s,垂直振动4.3mm/s,减速机振动减小,有轻微异响;8:05实测减速机高速轴水平振动1.4mm/s,垂直振动2.8mm/s,窑主减异响消失,逐步开始提产提速,10:02提速至3.8r/min、喂料量增至350t/h后稳产运行。
02 托轮轴瓦高温现象分析及处理
2.1 故障一
(1)事情经过。15日14:16到现场对三档托轮进行微调,将止推盘接触侧3-1换向至3-2(因托轮3-1止推盘与衬瓦间歇性接触,当时初步判断此状态是3-1瓦温上升的主要原因);14:25中控操作员反馈窑电流突然上涨,3-1瓦温迅速上升,现场立即打开观察窗口对托轮3-1轴瓦情况进行检查,发现轴面已拉伤沾附铜屑,止推盘与衬瓦未接触,现场立即电话通知中控减速减产,现场立即采取紧急处理措施。
(2)原因分析。
①由于托轮止推盘与3-1衬瓦未接触且拉伤部位非止推盘位置轴面,判断非轴向推力过大造成轴瓦拉伤,首要先对拉伤轴瓦进行处理,并同步采取加速冷却措施;
②一方面,查看筒扫画面并与?几日画面进行对比,发现窑皮出现大量掉落,窑况发生改变,各档负载必然发生变化;同时现场检查发现:三档托轮与轮带接触情况与之前有所变化,3-2侧出现亮缝,3-1侧全接触,判断托轮3-1侧径向力受力大。另一方面,托轮3-1轴瓦同年6月底已拉伤重新刮研处理过,可能仍存在薄弱点,轴瓦拉伤位置油膜形成不佳(上次检修刚开窑出现时3-1轴瓦油膜形成不佳,现场当时通过调退3-1得到改善),以上两点是此次轴瓦拉伤的主要原因;
③将托轮3-1与3-2止推盘接触状态换向,改变了轴瓦轴向磨合位置,是加速轴瓦拉伤的直接原因;
④通过详细观察中控反馈的轴瓦温度,发现自15日凌晨00:30喂料量提至380t/h,瓦温从9:35分38.5℃持续缓慢上涨,调整前14:16瓦温已达46.7℃,轴面拉伤时中控画面瓦温仅52.9℃、轴温36.4℃(此时窑速3.26r/min),一般轴瓦这样的温度不足以出现拉伤现象,由此也佐证了前面的分析。
(3)处理措施。首先立即通知中控降速减产,降低轴瓦拉伤程度;现场立刻对拉伤轴面持续用油石进行打磨,同时将循环水外排,加速油冷;安排人临时对托轮3-1增加外循环装置改善油冷效果;有序安排人员将托轮3-1/3-2同步快速往外退,减小托轮径向受力,3-1和3-2累计调退2.0mm;对拉伤轴面打磨10~15min左右,将高温和含杂质润滑油置换一次。及时采取以上紧急措施处理近3h,轴面拉伤部位表面毛刺基本打磨完毕,轴温也开始逐渐下降(高点57.9℃),17:17瓦温受控下降明显,同时维持窑慢转(0.5r/min)状态,持续以上外部冷却措施继续对轴瓦进行降温;20:00开始以每隔10min提速0.1r/min、喂料量增加10t/h的幅度,逐步提速提产至夜班12:00窑速3.0r/min、喂料量300t/h;16日凌晨开始以每隔30min提速0.05r/min、喂料量增加5t/h的幅度,逐步提速提产至5:00窑速3.5r/min、喂料量350t/h后稳产运行3~4h;上午再分步缓慢将窑速提至3.8r/min,下午将喂料量逐步提至380t/h;经过此次处理后,窑目前一直处于稳定运行中;截止目前,该窑已稳定持续运行160多天。
03 液压挡轮压力过大原因分析及处理
检测前,检查液压挡轮压力波动范围4.5-7.5MPa,挡轮压力偏高,影响挡轮使用寿命。
(1)原因分析。研究表明,回转窑运转过程中,液压挡轮提供70%轴向推力,托轮提供30%轴向推力;理论上所有托轮对窑应提供轻微向上推力。通过现场检查发现仅2个托轮止推盘与衬瓦在窑口侧接触(分别为托轮1-3/1-4和托轮3-3/3-4,且托轮1-3接触侧止推盘上油膜较薄,轴向受力大),二档两个托轮轴存在来回窜动,止推盘接触状态不固定。
(2)处理措施:①首先对各档轴瓦磨损及润滑情况进行检查,除托轮3-1轴面存在拉伤外,其余托轮状态良好,可以进行微调;②此次于7月9日~14日对2号窑进行在线系统检测,检测报告中调整方案已明确调整方向和思路,此处不做过多解释,窑中心线调整过程结合“托轮歪斜法”对托轮推力进行了微调,实现三个效果:一是将托轮1-1/1-2止推盘与衬瓦接触状态换向,二是减小托轮1-3/1-4歪斜,缓解止推盘轴向受力,三是将二档两个托轮止推盘与衬瓦接触固定在窑口侧托轮2-1和2-3,见图1。
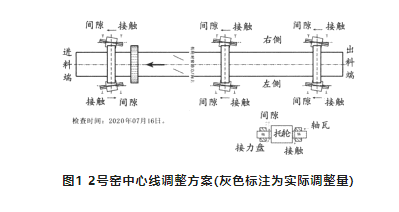
窑托轮在线调整后,除托轮3-1/3-2外,其余托轮对窑提供向上推力,液压挡轮压力降至4.8~6.0MPa合理范围;窑中心线由水平偏差-1.5mm和垂直偏差+8.0mm调整至水平偏差-1.5mm和垂直偏差+1.5mm允许范围内;大小齿齿顶间隙增加3.8mm,小齿轮轴承座无载端振动由水平3.3~8.2mm/s,垂直4.0~12.6mm/s调整至水平1.7-2.7mm/s,垂直2.3~3.2mm/s。
04 窑筒体变形和偏心异常
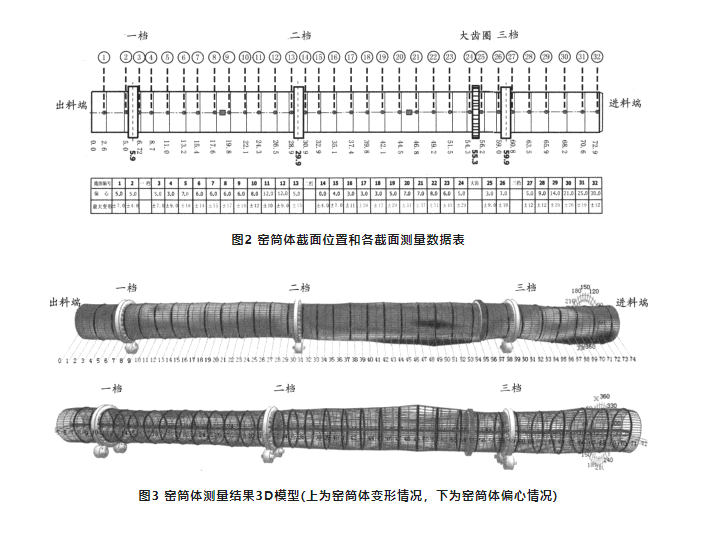
通过检测发现:该窑进料端处筒体的偏心较大,达到30mm,长期运行影响窑尾密封;窑出料端偏心在正常范围内,为5mm,属于正常范围;靠近大齿圈的截面24和25偏心数值较大,分别为5mm和3mm,大齿圈附近存在较大偏心会导致大小齿间隙不均匀,加剧大小齿磨损,同时会导致三档产生一些振动;截面11~12、29~32位置的筒体偏心超出了允许范围值,其余所有位置筒体偏心均在允许范围内。
除截面5、7~9、13、17~24、29~31位置筒体在圆周上的变形超过允许范围,其余位置筒体的局部变形在正常范围内(大多数的回转窑生产商给出的公差范围:偏心在10mm内,圆周上的变形在±15mm内),见图2,3。处理措施:停窑期间应检查以上变形严重区域筒体(截面5、7~9、13、17~24、29~31位置)厚薄情况,同时结合耐火材料消耗情况,综合考虑确定窑筒体维修更换方案;三档轮带至窑尾段筒体偏心较大,下次停窑检修期间可以对该段简体进行切割校正,消除窑尾端甩动。
05 总结
要提高窑系统设备运行质量,重点关注以下几个方面:一是加强日常设备运行维护,对窑系统设备状态和参数有目的性组织开展巡检工作,了解各设备状态,为故障分析诊断提供可靠参考;二是做好故障应急处理预案和措施,确保事故处理有序开展,有的放矢;三是加强专业培训,提高现场设备管理人员专业素质,使其具备及时发现问题、快速提出解决方案和处理问题的能力;四是定期开展在线检测,全面掌握热工设备实时状态,为科学调整提供数据支撑。

