
�Ÿ�
������ϸɴ������Ҫ��ר��֮һ��ͨ�������ĸ�����ת����졢��˿Ȧ�ȷ�ר������ϣ�ʵ��ɴ�ߵļ�������ơ����Ӳ�����Ҫ������ת������Ҫ�ڳ��ع�ɴ������ת������±��ֳ��ڵ��ȶ��ԡ������Ǿ�����ת��ר������������������ԣ�����ά���뱣��������Ϊ��Ҫ�����������λ�����ӵ�������ת���ڿɴ�8-10���������á��������ھͻ��������ĥ����ǻ���ͣ�������������⡣����ʹ�á�ά��������Ҫ��������Ʒ��ɴ�����������˶��ӵIJ��淶�����ȼ������档
һ����Ʒ��
���ӵ���Ч��ȡ������Ʒ�������ͼ��͵����������������ܴ����������õ���ɢ��Ч������֤�������õĸ������Լ�ʹ��������
1.1 ѡ����Ʒ��Ҫ��
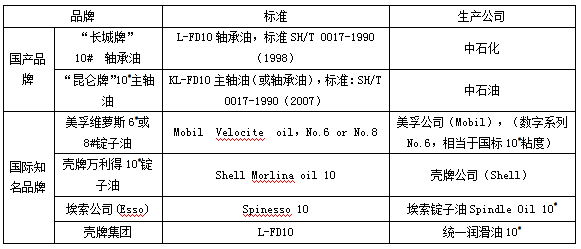
��1������ʯ����˾�ı�Ʒ�����͡�
��2��ճ�ȵȼ�����������һ��ʹ��40���˶�ճ��Ϊ10mm²/s�����ͣ������ƺ�ISO VG10��ͨ��˵����Ҫ��ճ��Ϊ10#���������ͣ���
��3���ҹ����ұ����������͵���𣬶����������ֹ�����������͵ķ��룬������Ϊ����ͻ������͡�
��4�����ڼ�����֪������Ʒ�Ƽ�����Ƽ�������1��
��1֪������Ʒ�Ƽ�����Ƽ�
��ֹʹ�÷DZ������ƺš����ҵ���ν“������”����ֹʹ���������͡�
1.2 ��������ע������
Ӧʹ��ר�ö�����ϴ���ͻ�������ʵ�ж��������ͣ�һ�����ӣ�����֧�ž�Ϊ120mm�����߶ȿ�����70-80mm���ö�Ӧϵ����λ��߲�������붧�˺����������λ�߶ȣ���ƽ�����ӣ�����֧�ž�Ϊ100mm�����߶ȿ�����60-70mm�����������ڣ���NLʶ��ţ�ϵ�ж��ӣ���λ�߶ȿɽ���֧�Žṹ��ͬ�ͺŶ������10mm��
��Ҫע����ǣ�����Ӳ�������λ����60mm��״̬����ת��ƽ���Ӳ�������λ����50mm��״̬����ת��
1.3 ����������
�������ȱ����ת������������붧���ᾱ��λ��Ħ�����ȣ����ĥ��Ӿ硣����Һ�ѷ�����Ĥ������ʧЧ����б��������ڼ���п��ڽ�Բֱ����ĥ���ı��˶���ͬ��ľ��ȣ����ӻ�������֡�ҡͷ����ת���ϴܵ�����ֱ�����ĥ�����ۡ���ǻ���ڡ�����ĥ����������⡣��ˣ��ڶ��Ӽ���ʱҪ�����������������
��1������ǰδУ���������ͻ���ǹ��λ������ȷ�ԡ�
��2����������©�ӻ���ӡ�
��3��������λ�����ƣ����ӳ���ȱ����ת��
1.4 �����ĥ��Ĵ�ʩ
��1��ѡ�����ʶ������͡�
��2�����Ӱ�װ��ɺ�Ӧ���ն��ӽṹϵ����λҪ����Ʒ˵���飩�������״μ���ȷ��λ������ǰ�Ѽ����豸�����ã���֤������ȷ�ɿ��������Ǽ���ǹ��Ҫ���������������˳������֤��ǹ��λ������������ǰ��ͨ���Լ�����֤�����豸�Ŀɿ��ԣ�������̨���͡�
��3���������У�ǹ���ڶ�ǻ��Ҫͣ��2-3�룬������������ݸ��ţ�������λ�������ֹ�����죬������ӻ�©�ӡ�
��4��������ɺ�Ҫ��ר�˳�����Ч�������뿼�˻��ơ�
����ɴ��ʹ��
�ڷ�ɴ�����У�ɴ���붧���γɸ����壬���ɶ���ֱ�����������ɴ�ܵ�����ֱ��Ӱ�춧�ӵ�����������ʹ��������
2.1 ɴ�ܵ�ʹ��Ҫ��
��1��Ҫѡ�����ʵ�ɴ�ܣ��붧������Ҫ���ˣ���װ�ߴ�Ҫ�붧����ƥ�䣨����С��װ�����ٴ��װ����
��2��ɴ�ܵļ��γߴ硢�չ����Ӧ���Ϲ��Ҽ���ҵ�������ţ�FZ/T93008-2018���Ͼ�ɴͲ�ܣ���
2.2 �չ�����ļ�ⷽ�������Ʊ�
��1����ⷽ����ͬ����ɴ�������ȡ20-50ֻ���ֱ�װ�ڿն������0.02�L���ڵ�ͬһ�����ϣ����ö���Ϊ18000rpm���ö��Ӳ����Ǽ��չ������ע����ͬ���ε�ɴ��Ӧ�ֱ��⣩��
��2����������ɴ������Ŀ��Ʊ�����2��
��2 ��ɴ������Ŀ��Ʊ�

2.3 ɴ�ܵ�ʹ������
��1�������ϻ�������ɴ�ܻ�չ�������س������ұ���ɴ�ܣ����ܻ���ɴ�ɴҡͷ������������س���������еij��������������������ת��ܿ����ֶ���ĥ�������ʹ�������ϻ���ɴ�ܣ��ڷĴ�ɴʱ���ӵ������ﵽ0.6-0.8mm�������ﵽ1.4mm����
��2�����۲�λ����ĥ���ɴ�ܣ��붧�ӵ����λ�û����ƣ������ɴ���ѣ���ͼ1����

ͼ1 ��о���䡢ĥ�����ɴ������
��3��ɴ�ܻ����ߴ粻�ϸ���˶���ɴ�ܹ�о���䣬ʹ���Ӷ�ɴ�ܵ�֧��ʧЧ����ת�л���ֶ�ת�����һ�Զ�����ɾ����������³�������ɴ������������������⡣
��4����˿���ƻ�ɴ�ܱ��Σ��ᵼ��ɴ���ڶ����ϰ�װ��ϲ���λ�����߹ܶ��ӵȣ���
2.4 ����ɴ�ܲ��ϸ�Ĵ�ʩ
��1������Ŀ��ƣ�����SZ-3�Ͷ��Ӳ����Ǽ����������չ�����������ұ�0.25mm��ɴ��Ҫ�������ã���ɴ�������0.6mm��ɴ��Ӧ������������̭����ҵ��һ��Ҫ���ɴ���≤0.4mm����
��2�������ߴ�Ŀ��ƣ��ҹ�˾������ṩ��������ɴ�ܵı���о������ߣ�Ҫ���ɴ�ܽ���ȫ����⡢�������𣻻����ߴ����ز��ϸ��������쳣��ɴ�ܣ�Ӧ������̭��
��3��ÿ�������ɴ��Ӧ���ɴ���붧�ӵ�����������֤ɴ�ܰ�װ��λ��������ɴ�ܱ��λ�����˿���ָ߹ܻ����ɴ�ܵ��������������ϴܡ���ɴҡͷ�����������⡣
��4��������ʹ��ɴ�ܣ�Ӧ��ǿ��飬��ʱ�������λ��ڱ�����ĥ�����ɴ�ܡ����ر��μ��ϻ���ɴ�ܶ�ƽ����������ӵ�ƫ�ĸ��أ���������Ա�������Ӱ��ɴ��������Ӱ�춧��ʹ��������Ӧ��ʱ������̭����¡�
�������˶��ӵIJ��������������ʩ
����ڹ�˶��ӣ����ܶ��ӴӸ����ϸı��˶�ɴ�ܵ�֧�ŷ�ʽ������������֧�ű�Ϊ����֧������̬֧����ɴ���ڱ�����λ����ͼ2������̬ʱ֧������С�����ڼ�����ɴ�Զ���ɴ����̬��תʱ֧�����ɿ����ٶ�Խ�ߣ�������Խ��֧��Խ�ɿ������Ƚ������ת�еIJ�ͬ�����⣬�ֽ����֧����ιܵ�ì�����⡣

ͼ2 ��˶��������ܶ���֧�ŷ�ʽ�Ա�
3.1 ʹ��Ҫ��
��̨����ת�����У����˶����ڽ�ͷ��ȡ��������ɴ��ʱ������ʹ��ɲ�������Է�ֹ���˶��Ӻ�ɴ�ܡ�
3.2 ��������
����Ϯ��˶��ӵIJ���ϰ�ߣ�����Ҫ��ʹ��ɲ�������ڶ�����תʱֱ�Ӱ�ɴ���ܣ�������ʹ���ӵĵ���֧������ɴ���ڱھ���Ħ����ĥ����Σ�ʹɴ���ڱ��뵯��֧������ϴ����ֹ���״�ͱ䣻ɴ���ڱڵı��ι����ڼ�����ɴʱ��ֹ�����ã���ʵ���Զ���ɴ��Ҳ��ı����״��������֧��ʧЧ������ͷ�����Ӷ����˶��ӵ���֧��������������ֿ���������ȣ���ͼ3����

ͼ3 ����Ҫ��ʹ��ɲ������ɵ�Ӱ��
3.3 �����ʩ
��1����ȷʹ��ɲ��������ɲͣ�����ٽ��аιܼ���ܲ�������
��2��������������ͬʱɲ���������ϡ�ɲ��ͣ����ɲ���ͷ�Ӧ��ݡ����䣬һ�ε�λ��
��3������ϡ���ɴ�ܺ�Ӧ�����ɿ�ɲ������ɲ��ʱ�䲻�˹������Լ��ٶ��̡�������ɲ������Ľ���ĥ�𡣼���Ħ�����ȣ��ӳ�ɲ������ʹ��������
��4������ȷɲ������ڱ�����ĥ�۵�ɴ��Ӧ��ʱ��̭��������ɴ�в����Զ���ɴ��ɴ��Ӧ�ص��ע����ʱ����ԭ��������ɴ���ڱڵ�״̬����
��5�����ڵ���֧�������估�����Ķ��ӣ�����ϵ���Ҽ�ʱ��װ������
�ġ�����
Ҫ��֤����������ʹ�����������õ�������������Ҫ���������豸��Ҫ����ȷ��װ��У�����ӣ������쳣�û�����ȷѡ�����ͣ���������������������ѡ���������ʹ�õ�ɴ�ܣ���֤���ӳ��ص��ȶ��ԣ������ճ���ά�������������������õIJ���ϰ�ߡ�
����Դ���й�ɴ��������Ȩ��ԭ����������У�

