宋亮 赵红艳
(河南安阳钢铁集团有限责任公司,河南安阳 455004)
摘 要:水冷轴承座的结构复杂,轴承孔要求非常高的尺寸精度和形位公差,其加工精度直接影响着装配精度,影响了轴承的使用寿命。针对这种现状,我们通过对水冷轴承座的特点进行分析,进行了数控加工工艺的设计,Z终提高了水冷轴承座的加工质量,以及加工效率,满足了连铸机的使用要求。
关键词:水冷轴承座;数控设备;精密加工;提升加工效率
1 工件特点
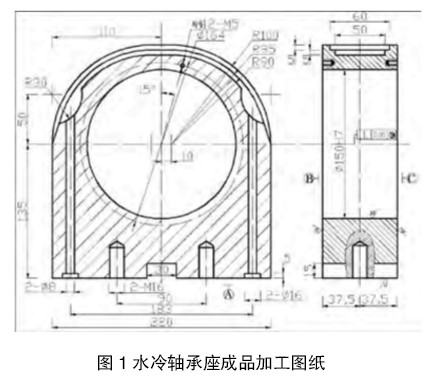
水冷轴承座主要工作于高温、交变应力的的环境中,属于易消耗备件,加工图纸如图1所示。其中轴承基孔φ150H7的加工要求较高,尺寸精度为IT7级,表面粗糙度为Ra0.8μm,形位公差除了有中心高要求外,还有平行度、垂直度要求。另外水冷槽加工后需焊接密封,焊接后需打水试压。同时焊接过程中产生大量热量,易造成半成品工件受热变形。
2 加工工艺设计
2.1加工设备
车间现有设备为:数控30车床两台,立式数控铣床一台,卧式双工作台加工中心一台。考虑工件加工内容,工件尺寸以及设备行程,选用数控30车床完成毛坯的粗加工,车削轴承孔和加工基准面B,选用卧式双工作台加工中心完成工件的精加工,内容包括A面、B面、C面、水冷槽以及轴承孔φ150H7。
2.2加工方案
为保证轴承孔φ150H7与B面的垂直度,应先在数控车床上一次性完成轴承孔以及B面的粗车,留有5mm加工余量。轴承座A面的加工,以粗加工后的轴承孔为轴芯定位制作工装,完成A面、2-M16、2-φ8的加工。焊接水冷槽时产生的大量热量会导致轴承孔变形,所以应在水冷槽焊接完成后,再进行B面、C面和φ150H7的精加工。
2.3加工顺序
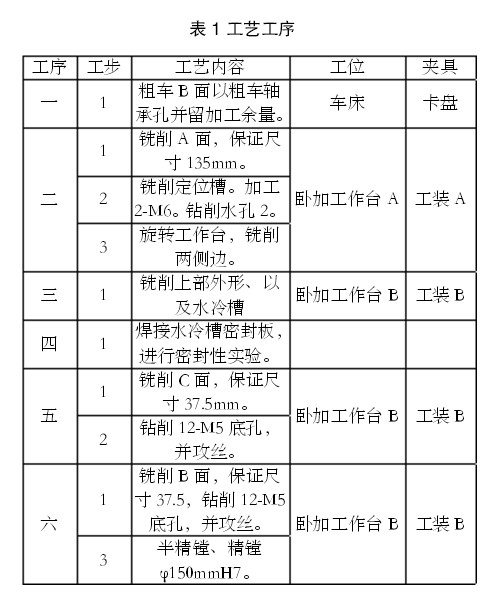
按照先粗后精、先面后孔的加工原则,确定加工顺序如下:粗车B面和轴承孔-精加工A面、轴承座两侧边-加工水冷槽-焊接水冷槽-加工C面及螺纹孔12-M8-加工B面、螺纹孔12-M8以及φ150H7。具體工艺工序详见表1。
3 注意事项
第二步工序装夹工装A时应以B面为基准面,工装与B面的接触面越大越好;第三步工序、第五步工序、第六步工序均应以A面的螺纹孔通过螺栓装夹。防止顶部装夹的情况下轴承孔会产生弹性变形,从而导致轴承孔圆度不足,不能满足使用需求。当出现切削力较大工件有震动时,应适当调整切削参数。
4 结束语
本文阐述了水冷轴承座的结构特点和工艺特点,并针对性的进行了加工工艺设计,避免了焊接水冷槽时产生高温对轴承孔造成的热变形,保证了轴承孔轴线和轴承座断面的垂直度和底面的平行度要求。Z重要的是通过合理的设计工装夹具,减少了找正和测量次数,同时还提高了加工精度。经实践证明,该工艺设计和流程符合实践要求,为类似零件或产品切削加工的工艺设计提供了一定的借鉴。
参考文献:
[1]赵长明,刘万菊.数控加工工艺及设备[M].北京:高等教育出版社,2003.
[2]金涤尘等.机械加工实用技术[M].北京:机械工业出版社,2001.
来源:《山东工业技术》2017年第14期