唐程理
(陕煤集团神南产业发展有限公司机电设备维修中心,陕西榆林 719000)
摘 要:在日常的设备检修过程中,经常遇到一些轴套类零件的拆解,由于设备具体结构原因,利用通用拆解工具经常发生拆解困难甚至不能拆解的现象。本文通过一种简易轴套零件拆解工装的设计,对类似结构零件的拆解提出了简单易行的工装解决方案。
关键词:轴套;拆解;工装;设计
轴套类零件在拆解过程中,由于设备具体结构原因,厂发生难以拆解的情况,导致拆解效率低下,或者破坏性拆解。本文根据设备具体设计制定了轴套零件的简易拆解工装和拆解方案,供设备检修人员在生产过程中作以参考。
一、设备轴套安装部位结构:
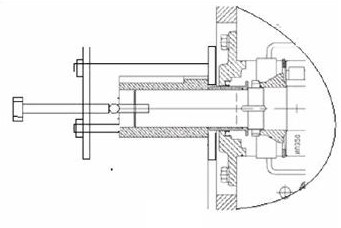
如下图所示,联轴器内的轴套1安装在减速器输入轴2上,单键连接,过盈配合,轴颈∮85,轴套外径∮130。在日常检修过程中,经常发生联轴器被拆除,但轴套还在轴上的情况。而该轴套结构上也没有可用于进行拆解的工艺结构,一般通用的拆解工具也无法使用,给轴套拆解工作造成不便。
二、几种拆解方案比较
在以前的拆解工作中,上述情况经常发生,通常采取的拆解工艺如下:
1、在轴套端面焊接冲击甩锤,利用甩锤的冲击力将轴套拉出。缺点是受到轴套壁厚制约,焊接面积较小,容易使甩杆发生断裂导致拆解失败;拆解后,需要对轴套进行后续修复;由于甩锤具有一定冲击力,会对减速器一轴轴承具有一定的损伤;劳动强度较大,效率低。
2、破坏法拆解。对轴套采取气割方式拆除,重新安装时使用新件更换。缺点是元件损伤不可再利用,设备维修成本增大。
三、轴套拆解工装的设计
根据上述情况,对减速器结构进行测量分析,决定采用拉拔法对轴套进行拆解,该部位结构分析如下:
1、设备结构分析
密封套轴颈∮d尺寸为100mm,待拆軸套直径∮130mm,待拆解轴套与减速器端盖之间有单边L=15mm空间距离,可作为工装施力支点。轴套与减速器端盖之间的距离具备工装安装的空间。减速器轴端有中心孔,并可安装中心螺栓,螺栓孔部有锥孔结构。
2、根据上述结构分析,设计如下拆解工装方案:
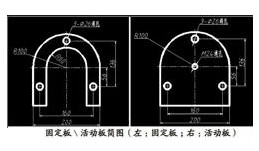
工装由固定板、拉力螺栓(与固定板焊接,固定连接)、活动板、顶力螺杆、钢球等组成。使用时将固定板卡在轴套后端,安装活动板,并调整好两个板的平行度,使用电动扳手旋转顶力螺杆推顶减速器轴端,在轴端锥孔部位安装有钢球,用以减小螺杆旋转时的摩擦力。若轴套与轴配合较紧时,可用氧乙炔对轴套进行快速加热,轴套可顺利拆出。
该工装结构设计的重点一是拉拔受力点的选择一定要紧贴轴套。二是顶力螺杆的受力轴线要处于三条拉力螺杆的中心范围内。顶力螺杆受力轴线处于拉力螺杆重心范围内,并且尽可能靠近重心,有利于在拆解过程中保持顶力螺杆与活动板、固定板之间的垂直度,从而使拆解力均衡,保障拆解工作顺利进行。
工装安装示意图如下:
四、工装使用前后效率对比
该工装使用后,轴套拆解问题得到解决,不再使用破坏法进行拆解,避免了配件损坏降低了生产成本,每年按照拆解轴套20件,单件轴套1500元人民币计算,可节约配件费用3万元。使用工装拆解后,一个轴套拆解可在10到15分钟内完成,对比采用焊接法拆解,工效提高4倍左右。同时大大降低了劳动强度。
五、工装的推广与使用
在设备检修过程中,有类似结构的轴套类零件的拆解工作比较常见,如何根据设备具体结构进行工装设计,是维修行业现场遇到实际问题,该工装的设计和使用为广大维修人员提供了一个可供借鉴的案例。
来源:《环球人文地理》2017年2期