黄兆飞 谢三山 王充 李虹霖
(成都工业学院,四川成都 610000)
1.设备简介
云南某电厂1#炉600MW燃煤机组,两台引风机采用单级动叶可调轴流风机YU17056-02。该引风机运行初期引风机本体性能稳定,轴承温度、振动等指标均在正常范围内,振速一值保持在2mm/s以下。
2.故障的出现及检查处理
1#炉A引风机风机在运行过程中,振动逐步增大,振动已达4mm/s以上,气流有明显沉闷的异音。为了查明事故原因,主要检查内容有:
(1)叶片的同步性。检查叶片开度一致,同步性好,内部曲柄、滑块等完好;
(2)叶柄螺栓。确认叶柄螺栓连接紧密,无松动现象;
(3)支撑板。锤击法进行检查,连接完好,无松动现象;
(4)轴承箱连接。轴承箱与支撑法兰固定螺栓近叶轮端有2颗松动;
(5)轴封(气封)。轴封处下端与轮毂有摩擦;
(6)测振探头。两测点均为水平测点;
检查后,对轴封摩擦处进行打磨,拧紧松动螺栓。处理完毕后随炉启机,启机后振动情况未有明显好转。
3.振动测试及原因分析
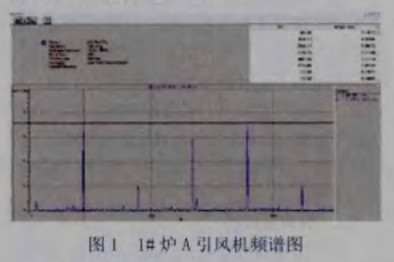
为了更好地分析振动原因,采用频谱测试仪(Bruel & Kjar Vibro)对1#A引风机振动情况就地进行实测,在机壳外壁实测1#A机壳中分法兰处振速13~15mm/s rms,振幅82.3左右,并发现在89.38Hz左右有一极大峰值,达到7.18mm/s pk。风机的实测频谱图如下图1所示。现场分析认为,产生该频率振动的原因主要有3个:
3.1 气动方面
对比#1炉A、B两台风机,运行参数一致性较好,开度、电流等基本一致,且风机运行状态远离理论失速线,因此排除失速抢风的可能。另两台风机布置一致,虽布置存在一定不合理,但不是造成振动的原因。气动方面原因可以排除。
3.2 局部激振
风机运行随开度增大,振动值减小,随开度减小,振动值增大。造成此现象可能由于局部螺栓松动或连接松动,使壳体不能有效固定。
3.3 轴承损坏
经查NU260轴承频率91Hz,NU360资料暂无,此次振动频率89Hz,因在轴承频率范围内,轴承可能损坏。
4.风机出现严重事故
尽管已经建议立即停机检查,但是由于种种原因未能及时停机。检查后不久,#1A引风机轴承温度突然升高至105℃,振动值达到20mm/s rms左右,立即停机检查,近叶轮端轴承严重烧坏,主轴磨损,叶轮毂盘变形严重,机壳支撑法兰轻微变形,所有的叶片高度方向上平均减少2mm,设备造成较大损坏。
事故风机在厂家经过近半个月的抢修,才修复完成。
5.事故原因再分析
事故发生后,从轴承供应商处获得NU360的故障频率数据,为89Hz,与现场测试时峰值Z大处的频率一致。说明轴系损坏是从轴承开始的。在轴承发生严重损坏之前,轴承已经开始出现问题。
根据严重损坏的轴承箱实物,也可以判断轴系的严重损坏是从轴承开始的。其中近叶轮端的NU360损坏Z为严重,内圈断裂,所有的滚子均已磨平,外圈断裂。对损坏后的轴承外观和损坏痕迹进行仔细研究,研究人员经过讨论分析结果如下:
a.由于损坏轴承为风机的两侧,中间轴承未发现任何损伤,且损坏轴承严重部分为驱动端轴承的上部分,另一端轴承的下部分,出现此情况的极大可能性为安装时设备对中出现了误差。
b.拆卸的时候发现风机驱动端端盖螺栓有拉伸松动的现像,这一现象也可能造成轴承类似情况的损伤,其根本原因也为螺栓松动后,引发的不对中造成。
c.内圈与滚动体损伤为不对中引发的后续损伤,滚动体卡死,产生滑动摩擦,温度急剧上升,然后造成轴承内圈破裂。
另外不排除如下原因:油质问题:如果稀油油质污染,导致滚柱磨损,同样会出现如上分析结果。
6.建议与处理
根据上述分析,提出如下建议:
6.1 因轴承损坏严重,轴系的损坏又是从轴承开始的,建议更换更好品牌的轴承如SKF或者FAG;
6.2 对安装过程进行严格可控制,确保每一步都检测合格;
6.3 对这个润滑系统进行清洗,确保干净无杂质。
1A返厂引风机,在回装的过程中出现三个难点和问题。轴承座按照厂内要求进行回装,近电机端轴承座下落穿过铰制螺栓后,间隙60um;叶轮端加上叶轮后,测量底部间隙200um,机壳支撑法兰近中分面位置处间隙基本为零,说明支撑法兰中分面处已经发生收缩变形,现场通过对两侧轻微打磨和增大叶轮端压力的方式,使间隙降至50um以内。
叶片回装的过程中,发现每片标准叶片均超长3~4mm。使用单片叶片测量机壳间隙,发现机壳间隙基本均匀。怀疑机壳出现均匀周向收缩,具体原因不明。检查轴封间隙,Z大处4mm(底部)。
轴承座和叶轮安装完毕后,连接轴系,对对中度进行检查,发现两联轴器张口与要求相反,和标准安装值差距过大。未做调整前的张口数据为:叶轮端膜片联轴器下张口0.15mm,电机端膜片联轴器上张口0.11mm。重新对中后张口数据能够满足要求。
1A引风机其他部件复装完毕后,邮箱清理完毕后,空机试转,通频值1.9mm rms,振动优良。
7.结论
在整个故障处理的过程中,频谱测试仪(Bruel & Kjar Vibro)在定位设备故障部位时发挥了重要的作用;在对事故实物的分析中,对轴承失效的原因分析也是十分到位的;后续的处理措施做得也很合理周密。不足之处是以后碰到类似问题时,要注意多方面收集数据反复验证,比如这次事故发生前,如果能够从DCS控制室里获取振动趋势的变化曲线,那么就能从上述几种可能的振动原因中准确判断轴承出现了严重故障了。