
肖军,王尚斌
数控转塔冲床作为金属板材加工领域中的关键设备,至今已有近60年的发展历程。现代制造业不仅要求数控转塔冲床能够高速、重载运行,还应更加节能环保。近年来,随着数控转塔冲床向着高速度、大吨位的方向发展,随之而来的噪声问题逐渐引起人们的高度关注,据测算,数控转塔冲床冲裁噪声声压级一般在90~110dB之间,振动和噪声已经成为产品档次的重要指标,对数控转塔冲床的噪声控制进行研究具有现实意义。
目前国内外数控转塔冲床的冲头主流结构有四种,分别为日本村田的肘杆结构、芬兰FINN-POWER的丝杆楔块结构、德国通快的中空电机结构以及AMADA公司的曲柄连杆结构。曲柄连杆结构相对其他结构虽然存在所需电机功率大、公称力行程范围小等缺点,但其胜在结构简单,传动机构刚性好,维护方便且可靠性高,国内的转塔冲床生产厂家如亚威、金方圆、扬力等仍采用该冲头结构。本文也将以此结构转塔冲床为分析对象,对其噪声产生的原因及降噪方法进行研究。
噪声源分析
数控转塔冲床的噪声是脉冲式的瞬态噪声,其声压级峰值达到100~120dB,分为运转噪声和冲裁噪声。冲裁噪声主要发生在模具与板料接触瞬间和板料断裂瞬间,一般远大于运转噪声,主要由机构运动副间隙碰撞产生的噪声、模具与板材撞击产生的噪声以及机身储存的能量通过振动辐射产生的噪声构成。模具与板材撞击的噪声可通过优化冲床运动速度、改进模具刃角方式进行降噪;机身振动辐射噪声比较低沉,且远小于机构碰撞产生的噪声。因此本文主要就冲床间隙产生的噪声机理及降噪方法进行研究。
噪声产生机理
间隙产生噪声机理
冲床的传动机构由曲轴、连杆、滑块组成,曲轴与机身、连杆间通过轴承连接,连杆与滑块间通过柱销连接,轴承内圈采用过盈配合,因此,冲床的传动机构间隙主要位于轴承外圈和柱销连接处。
滑块向下死点方向运行过程中,其速度逐渐减小,说明此时滑块的加速度方向向上,即惯性力方向向上,滑块在竖直方向的作用力由连杆通过柱销传递,因此连杆上承受的是拉应力载荷,传动机构的间隙示意图如图1(a)所示。
滑块上的模具与板材接触瞬间,连杆上的拉伸应力瞬间转换为压缩应力,传动机构中运动副间隙瞬间从图1(a)的状态转变为图1(b)状态,这种瞬间碰撞必然产生巨大的冲击噪声,间隙越大,产生的冲击噪声越大。
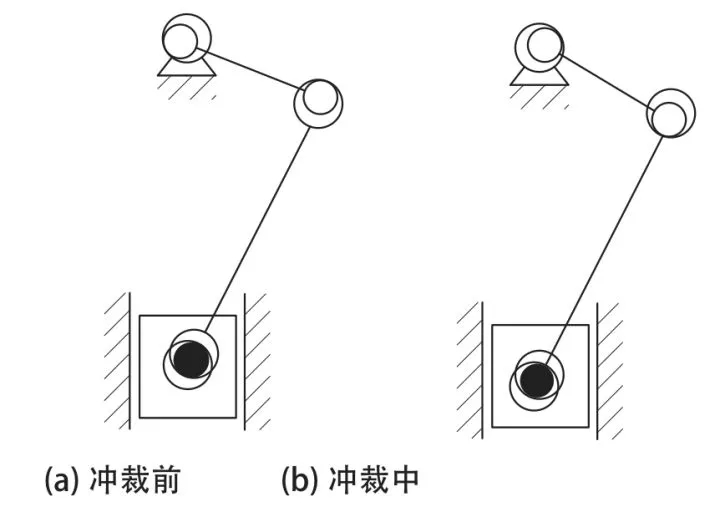
图1 冲裁前后间隙变化示意图
机身能量释放产生噪声机理
冲裁时,模具一旦接触金属板料,冲裁力开始增加。与此同时,由于机身及其他受力构件的变形而积蓄了弹性能。板料断裂瞬间,机身储存的弹性变形能瞬间释放,机身上横梁与传动机构快速向下运动,上横梁运动到初始位置后将不再继续向下运动,而是转为围绕初始位置振动,通过振动方式释放机身储存的能量,但传动机构仍继续向下运动,由于上横梁的运动突然停止,传动机构相对于上横梁将产生较大的相对加速度,且方向向下;曲柄连杆的运动副接触状态分离,并撞向间隙侧,从而产生二次冲击噪声。
降噪措施
施加预冲裁力
冲床在冲裁板材前,传动机构的间隙如图1(a)所示,如果在滑块下端施加一个作用力,将传动机构的间隙调整到图1(b)所示状态,将很好的避免冲裁瞬间传动机构间隙产生的噪声。
常用的作用力施加方式如图2所示,在滑块下端设计一个气缸,内通高压气体,高压气作用于滑块上的作用力要大于滑块自身的惯性力,才能使连杆上的拉伸应力转变为压缩应力,传动机构间隙达到图1(b)状态。
板料断裂瞬间,机身能量释放会造成传动机构间隙二次冲击,高压气的作用类似于阻尼弹簧,能够减小二次冲击力,传动机构的质量越小,其惯性力越小,二次冲击力也越小。单从降低噪声角度而言,气压越高越好,但气压过高,势必分担一部分电机扭矩,冲床的许用冲裁力减小,因此高压气的气压选择应结合冲床的冲裁力进行裁定。
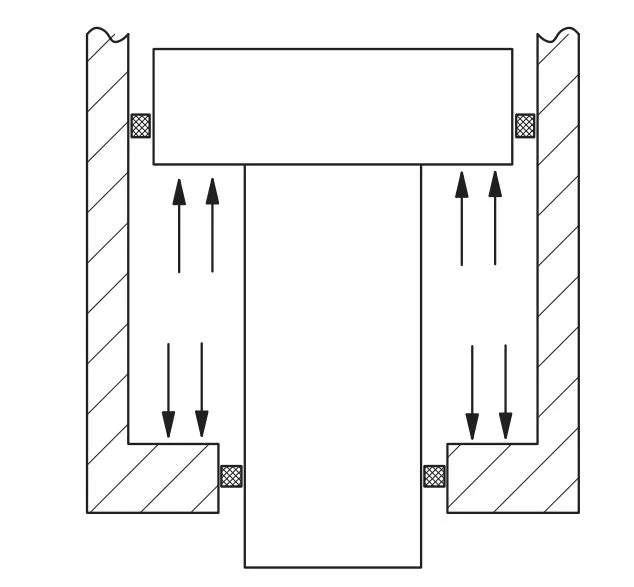
图2 气缸作用滑块示意图
减小机身储存能量
冲床冲裁板材过程中,板材断裂前,机身储存一定的变形能,储存能量的大小与机身的刚度有关,定义机身上横梁刚度为k1,立柱刚度为k2,板材对冲床的作用力为p,机身的刚度k=k1k2/(k1+k2),机身储存的能量Q=p2/2k。由此可看出,?冲裁力不变的情况下,机身储存的能量与其刚度成反比,机身刚度越大,冲裁过程中其变形量越小,储存的能量越少,机身的振动噪声及传动机构间隙的二次冲击噪声越小。
减振垫能量转换
在机身与地基间装配减振垫,通过减振垫,在冲床冲裁板材过程中,保证机身的加速度方向向上,进而减小机身上横梁吸收的变形能;在板材断裂瞬间,将机身储存的变形能转换为机身的整体运动,减小机身内部振动,进而达到降低冲床噪声目的。
改变?动副连接方式
与球头式连接机构相比,柱销式连接机构虽然加工容易,装配方便,但其装配间隙较大,且运动副间的接触面积小,相同的冲击力情况下,球头的接触面积更大,对应的冲击噪声也较小。
结束语
本文对曲柄式数控转塔冲床的传动机构间隙噪声机理,以及机身储能释放产生的二次冲击噪声机理进行了分析,提出了四种降低冲床冲裁噪声的措施,分别为提前施加预冲裁力、增强机身刚度减小机身储存能量、通过减振垫的能量转化减小机身内部振动、增大运动副间的接触面积降低冲击噪声。后续还有两点需要进一步研究:
⑴作用于滑块上的预冲裁力具体需要多大,才能保证机身释放能量时传动机构的运动副不分离,气压选择过大,空气噪声必然增大,可否用电磁悬浮方式取代气缸。
⑵减振垫如何选择才能保证冲床冲裁过程中减小机身储能,板料断裂后减小机身内部振动。
——摘自《钣金与制作》2017年第9期P42-44页

