
单海洋 王国友
1.故障现象
随着自动化技术的发展,挖掘机斗杆逐步由机器人焊接代替手工焊接。某型号挖掘机斗杆在使用焊接机器人焊接(MAG焊)后,在斗杆II轴轴座环状焊缝出现裂纹,如图1所示。

斗杆是挖掘机的关键结构件之一,在作业过程中承受交变载荷。本文分析斗杆II轴轴座环状焊缝裂纹产生的原因,并提出控制措施。
2.原因分析
焊缝裂纹可分为热裂纹和冷裂纹,其中热裂纹又分为结晶裂纹、高温液化裂纹和多边化裂纹;冷裂纹又分为延迟裂纹、淬硬脆化裂纹和低塑性脆化裂纹。斗杆II轴轴座环状焊缝裂纹的位置,处于轴座与斗杆板材接合部位,其中II轴轴座材质为35号锻钢,板材材质为Q345B钢板。焊接机器人焊后立即出现裂纹,初步判定是热裂纹中的一种。
结晶裂纹是在焊缝液态金属结晶过程中,残余液态金属不能满足焊缝凝固和收缩需求而产生的裂纹。结晶裂纹主要产生在含杂质较多的碳钢、低合金钢和单相奥氏体钢的焊缝中,一般位于焊缝中心且沿焊缝中心纵向开裂。斗杆II轴轴座环状焊缝裂纹与结晶裂纹出现的位置及时间相符,由此可证明其为结晶裂纹。
分析认为,产生结晶裂纹的因素主要有以下2个方面:一是金属材料中的金属元素及杂质增大脆性温度区,增大材料脆性敏感区;二是焊接工艺中存在的缺陷增大了焊缝应力、减小了液态金属的流动性和补充量。
3.母材化学元素的影响
由于焊缝中C、Mn、Si、S、P等化学元素对结晶裂纹影响较大,我们对II轴轴座和斗杆化学成分性能进行了分析。II轴轴座和斗杆的化学元素含量如表1和表2所示。


当焊缝中S、P含量过多时,会引起成分偏析,产生低熔点共晶,增加结晶裂纹倾向。当C含量过多时,会造成结晶温度区间增大,可导致脆性温度区间增大。Mn具有脱硫作用,当C含量小于0.16%时,随着锰硫比(Mn/S)的增大,结晶裂纹倾向减小;当C含量大于0.16%时,P对形成结晶裂纹的作用超过了S,增加Mn含量对结晶裂纹没有明显影响。Si含量较少时,有利于防止结晶裂纹的产生,但是当Si含量大于0.42%时,焊缝中会形成低熔点的硅酸盐,从而增加结晶裂纹倾向。从表1和表2可知,这2种钢材中的S、P元素含量在标准范围内,而Q345B材质中Si含量偏多,有可能增加结晶裂纹倾向。
通过对比斗杆其他位置焊缝,同样存在35号钢锻件与Q345B板材间的焊缝,但是并未出现焊缝裂纹,只有斗杆II轴轴座位置出现焊缝裂纹,由此可以推断,该焊缝裂纹与II轴轴座和斗杆的化学元素含量关联度不大。
4.控制措施
在分析斗杆II轴轴座环状焊缝裂纹类型及其产生的原因和母材化学元素的影响后,我们制定并实施了该焊缝裂纹的控制措施,如下所述。
(1)调整焊接顺序
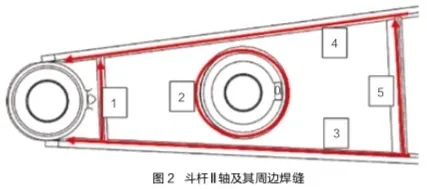
斗杆II轴及其周边每侧共有5道焊缝,原焊接顺序为焊缝1→焊缝2→焊缝5→焊缝3→焊缝4,如图2所示。
为降低焊缝冷却速度,采用焊前预热、焊后缓冷方法,但该方法对焊接机器人的焊接效率影响较大,造成焊接机器人利用率降低。很显然,原焊接顺序对焊缝2的预热效果、改善液态金属凝固过程中应力状态、增加液体金属补充量均不利。
为使焊缝2取得良好的焊接效果,我们对斗杆II轴及其周边焊缝焊接顺序进行了调整,调整后的焊接顺序为:焊缝1→焊缝5→焊缝3→焊缝4→焊缝2。即先焊接焊缝2周围的焊缝,通过热传导作用将热量传递至焊缝2,相当于预热后再焊接焊缝2。为降低焊缝2周围焊缝热应力的影响,在焊完焊缝4后,待焊缝2温度场降低为150°C左右时再进行焊接。
(2)调整焊接参数
液态金属补充量主要受焊接速度和焊接机器人焊枪角度影响。降低焊接机器人的焊接速度,可提高焊缝焊接热输入量。为此,我们将焊接速度由5.5mm/s降低为5.0mm/s,焊缝热输入量提高10%左右。
影响焊缝成形系数B/H(单道焊缝横截面上焊缝宽度B与焊缝计算厚度H的比值)的主要因素为焊接电流及电压,查阅有关文献得知,降低电流、增加电压可增大成形系数。原焊缝焊接电流、电压值分别为300A和28V,经计算及现场焊接验证,决定选用焊接电流及电压值为290A、31V,以此用于焊接机器人的焊接参数值。按照调整后的焊接电流、电压值进行焊接,焊缝热输入可提高7%左右。
调整焊接机器人焊枪角度。原焊接机器人的焊接方式为推式焊接,焊枪与焊缝成110°角,焊缝收弧存在弧坑,容易产生弧坑裂纹。为此,将焊枪与焊枪运行方向角度调整为90°角,调整后焊缝收弧不存在弧坑,可避免出现弧坑裂纹。
实施上述控制措施后,解决了焊接机器人焊接斗杆II轴轴座产生焊缝裂纹问题,有效避免了焊接缺陷,提高了斗杆制造质量。
本文选自:《工程机械与维修》杂志2017年第5期

