申光宪,史国明,李明,朱凤华,徐言忠
摘要:利用轧机微尺度理论进行了Φ600mm中型型钢轧机胶木瓦轴承的滚动化改造,研制了空间自位静定辊系、防止轧辊动态交叉机构和分力支座机构,以确保轧机空/轻载和重载不同丁况下的静定条件,延长滚动轴承、轧辊轴向调节螺纹副和密封机构的工作寿命。近1年的运行表明,轴承寿命长,产品尺寸精度高,Φ140~Φ150mm圆钢的长、短径差可控制在0.8mm以下。
关键词:中型轧机;滚动轴承;微尺度理论;空间自位静定辊系;分力支座
1 前言
20世纪50年代问世的半封闭式型钢轧机广泛应用于型钢粗轧、中轧及多品种小批量的大、中型型钢轧制。轧机轴承采用胶木瓦滑动轴承,利用水润滑和冷却,维修简单方便,因而至今仍在大、中型棒材,型材及翼缘板生产中发挥着主干作用。然而,由于胶木瓦轴承引起的轧辊弹跳值大;轧辊轴向窜动量大,严重制约产品尺寸精度的提高,成材率较低,成本较高。如GB702—72要求Φ40~Φ80mm圆钢精度为±(Φ0.6~Φ0.8 mm),但现在用户要求精度达到±Φ0.2mm之内。因此,在继续保留使用半封闭式机架前提下,用多列滚动轴承置换胶木瓦轴承(胶木瓦的弹性模量是钢铁的1/20)非常必要。
半封闭式型钢轧机滚动轴承化技术改造,国内外从20世纪60年代开始至今已有40多年历史。然而,由于受轧机设计理论和轧机结构的限制,轧机滚动轴承化改造虽然提高了轧材的精度,但大部分国产滚动轴承异常短寿,烧损事故频发,有些厂家甚至频繁发生轧辊辊颈折断事故,因此不得不恢复使用胶木瓦轴承。
在天铁轧二制钢有限公司Φ600mm半封闭式轧机滚动轴承化改造中,采用了具有自主知识产权的轧机微尺度理论、国产滚动轴承和原轧机机架平台,经一年使用表明.效果很好。
2 滚动轴承化改造的技术特点
对原胶木瓦轴承Φ600mm半封闭式中型轧机采用国产四列短圆柱滚动轴承和双列圆锥止推轴承改造后的结构见图1。在原半封闭式机架继续使用的前提下,为解决四列短圆柱滚子轴承规格受机架窗口跨度限制的问题,设计时应用了轧机微尺度理论,其结构特点主要包括空间自位型微尺度等效静定辊系、防止轧辊动态交叉机构和轴承座外载荷分力支座等。

2.1 采用空间自位型微尺度等效静定辊系
空间自位型微尺度等效静定辊系为2杆3低副杆系,在轧制间歇即空/轻载荷和轧制重载荷及其切换交替运行状态下都能保持静定条件,并可确保轴承座跟随轧辊弯曲变形引起的辊颈空间倾斜而自动摆动,因而四列短圆柱滚子轴承、双列圆锥止推轴承、轴承密封机构和轧辊轴向调节机构螺纹副载荷均匀,运行稳定且长寿。
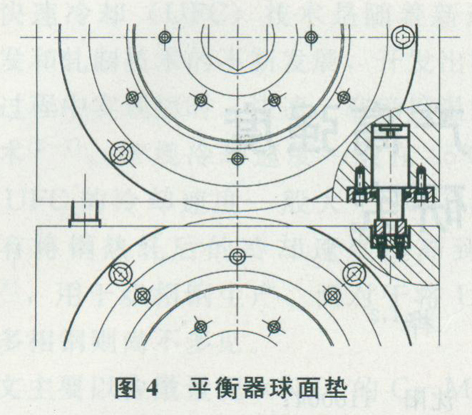
空间自位辊系各部位铰链副包括上辊凸球面垫和凹球面垫(见图1)、轴承座与机架立柱接触面球铰链副(见图2)、轴承座与机架立柱及轴向固定挡板组成的球铰链副(见图3)、平衡器球面垫(见图4)。
采用轧机滚动轴承承载特性边界元法模拟轴承承载分布,如式(1)、式(2)所示:
Hk:Uk=Gk:tk , k=A,B (1)
式中,H,U,G,t分别为是物体的位移、面力影响系数、位移矩阵、面力矩阵。
将物体A、B的矩阵方程按接触边界条件耦连起来,可得总体矩阵方程:
CX=F+U(δ) (2)
式中,C为影响系数矩阵;X为未知载荷和位移;F为已知载荷和部分位移;U(δ)为已知缝隙位移。
由文献可知,空间自位效果是四列滚子轴承每列均载;不自位则辊身侧滚子载荷比均载荷大2倍以上,轴承寿命会因此降低至原来的1/10。
2.2设置防止轧辊动态交叉机构
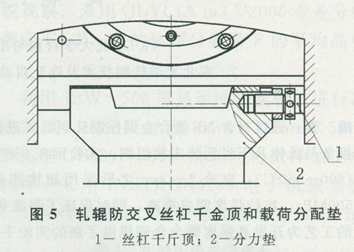
轧辊轴承座和机架窗口构成有隙运动副。为方便轴承座的装拆和考虑热膨胀补偿而留有的间隙,在轧制工况下会因为轧辊问陀螺进动一热胀缩对动的微尺度交叉行为,而造成异常的轴向力,危害止推轴承寿命。为了防止上、下轧辊的动态交叉微尺度行为,设置了几何牵制机构螺纹副千斤顶,轧制时控制为无隙状态,并留有轴承座热膨胀空间,如图5所示。实践证明,该机构能有效防止轧辊动态交叉,还可防止咬钢和甩钢场合的冲击晃动,辊系稳定可靠。
2.3设置分力支座
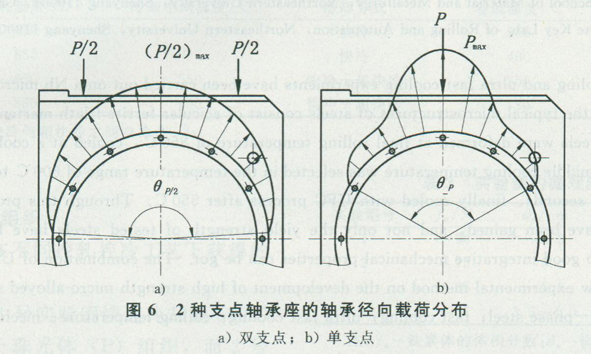
设置分力支座,优化轴承座的外载分布形式,将原集中载荷一分为二。据式(2)计算结果,四列短圆柱滚子轴承载荷峰值可降低约40%,见图6,相应地提高了轴承的承载能力。
2.4轧机横向刚度高
采用滚动止推轴承,使轧机横向刚度提高了几十倍。天铁轧二Φ600mm中型轧机主要生产Φ140~Φ150mm大圆钢,由于导卫和操作等原因,椭圆轧件进圆孔型时容易发生因轧件不正而对轧辊轴向冲击较大的现象,使成品孔型错槽严重,影响产品尺寸精度。将胶木瓦轴承改成滚动轴承,并设置滚动止推轴承后,成品圆钢的长径和短径差100%能控制在0.8 mm以下。
3 结语
天铁轧二Φ600mm轧机滚动轴承化改造后,轧机纵向动态刚度波动小,大圆钢成材率提高了5%,且实现了350mm翼缘板的负偏差轧制。
经10个月运行表明,滚动轴承运转正常,轴承消耗成本可降至每吨钢5元,由此节约备件投入600万元/年。另外,若该厂横列式轧机全部实行轴承化改造后,估算可节约驱动电能5%。
作者单位:
申光宪,李明 (燕山大学机械工程学院)
史国明,朱凤华,徐言忠 (天津市天铁轧二制钢有限公司)