
一、卸与储运
回转支承必须小心装卸。
运输和储存以水平放置为宜,储存必须放在干燥的室内。
吊装宜用吊环螺钉,一水平方式进行,且勿碰撞,特别是径向方向的碰撞。
回转支承外表面涂有防锈剂,其防锈期一般为6个月,对于超过6个月的储存的(如作配件)应重新进行防锈包装或采取其它储存措施。
二、回转支承安装
1 、安装支架的要求
1 )安装配合支架一般采用筒形结构,同壁与轨道中心对齐为好。
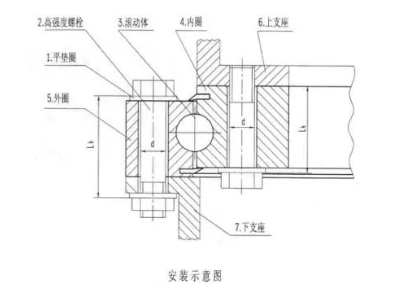
2 )为了防止回转支承局部过载,保证其灵活运转,安装支架应在所有焊接工序后进行消除内应力处理,并对安装平面进行机械加工,其平面度(包括水平面的角度偏差)应控制在一定范围内。见表2:
表2 包含角偏差在内的平面度许可值
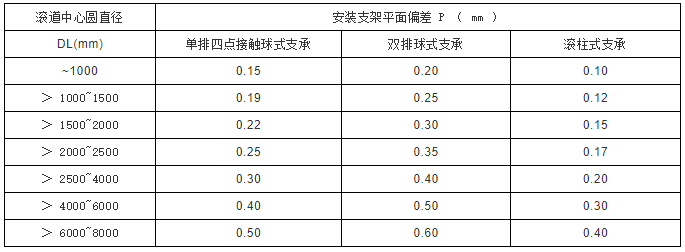
注:表2中的数值为Z大值,在180°的扇形区内只允许有一处波峰达到该值,并在0°~90°~180°区域内平稳上升或下降。不允许忽升忽降,以避免峰值负荷。
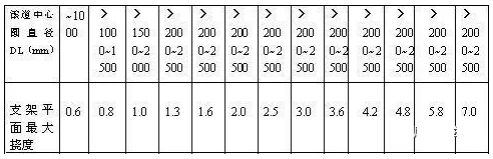
安装支架还应具有良好的刚性。在Z大允许符合下,挠曲变形量应控制在表3规定的范围内。
表3 Z大与许符合下的挠曲变形量
4)安装支架的螺栓孔按GB/T5277-1985中级精度加工,并于回转支承安装孔对齐。
2、安装螺栓要求
1)回转支承所用螺栓尺寸应符合GB/T5782-2000和GB/T5783-2000的规定,其强度等级不低于GB/T3098.1-2000规定的8.8级,并根据支承受力情况选择合适的强度等级。
2)螺母尺寸应符合GB/T6170-2000和GB/T6175-2000规定,其机械性能应符合GB/T3098.2-2000规定。
3)螺栓拧紧方式按主机涉及规定,应保证一定的预紧力,除非特殊规定,一般预紧力因为螺栓极限的0.7倍。拧紧时允许在螺纹处少许涂油。预紧扭矩或预紧力见表4。
垫圈尺寸应符合GB/T97.1-1985和GB/T97.2-1985,须调质处理。不得使用弹簧垫圈。
螺栓夹紧长度LK ≧ 5d(d-螺栓直径)
3、回转支承安装
1)安装前,回转支承暗转基准面和支架安装平面必须清理干净,去除油污、毛刺、油漆以及其他异物。
2)回转支承滚到淬火软带(外部标记“S”或堵塞孔处)应置于非符合区或非经常符合区。
3)回转支承吊装到位后,应用塞尺检查贴合平面的平整度。如有间隙应重新进行机械加工,如确实无法加工可以采用填塑或局部垫片充,以防螺栓拧紧后支承变形。影响回转支承性能。
4)安装螺栓拧紧前,根据齿轮节圆径向跳动Z高点(三个涂有绿色标记齿)调节侧间隙,并于螺栓拧紧后,在全部齿圈上进行一次齿侧间隙的检查。
5)拧紧螺栓应在180方向对称的连续进行,Z后通过一遍,保证圆周上的螺栓有相同的预紧力。
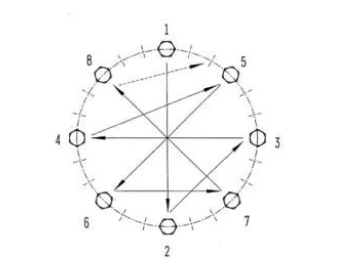
表4 预紧扭矩或预紧力
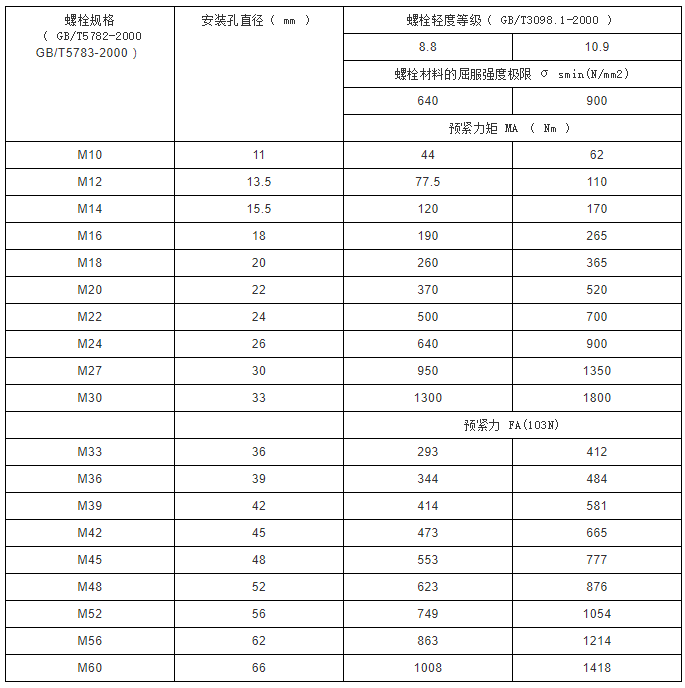
注:(1)当螺栓尺寸不符合GB/T5782-2000或GB/T5783-2000时 , 表值需另行计算。
(2)螺栓头部与被夹紧面之间的总摩擦系数u=0.14 ,螺纹少许涂以清油。
转支承润滑与保养
1、回转支承出厂时滚到内涂有少量的2号极压锂基润滑脂(GB/T7324-1994),启用使用户应根据不同的工作条件,重新充满新的润滑脂。
2、回转支承滚道应定期加注润滑脂。一般球类支承每运转100小时加油一次,滚柱类支承每50小时加油一次,特殊工作环境,如热带、湿度大、灰尘多、温差大以及连续工作时,应缩短润滑周期。机器长期停止运转的前后也必须加注新的润滑脂。每次润滑必须将滚道内注满润滑脂,直至从密封带处渗出为止。注润滑脂时,要慢慢转动回转支承,使润滑脂填充均匀。
3、齿面应经常清除杂物,并涂以相应的润滑脂。
4、应为综合工作因素多,用户也可以根据具体要求自行选择Z佳润滑脂,如滚道可采用 Mobilux EP 2、Shell Alvania EP(LP)2润滑脂。
5、回?支承首次运转100小时后,应检查螺栓的预紧力,以后每运转500小时检查一次,必须保持足够的预紧力。
6、使用中注意回转支承的运转情况,如发现噪声、冲击、功率突然增大、应立即停机检查,排除故障,必要时需拆检。
7、使用中禁止用水直接冲刷回转支承,以防水进入滚道。严防较硬异物接近或进入齿啮合区。
8、经常查密封的完好情况,如果发现密封袋破损应及时更换。如果发现脱落应及时复位。
(来源:风博士之家)

