
安存胜 聂福全
(河南林业职业学院)
起重机起升机构制动器是控制起重机安全运行的重要部件,其制动性能直接影响起重机安全性能。起重机起升机构制动器主要分为块式制动器和盘式制动器2种,对于常规起重机而言,一般采用块式制动器,该种制动器安装在减速器一侧。
1.改进原因
目前起重机起升机构制动器大都采用先装配后焊接的安装方式,即先将制动器与制动器底座装配在一起,再调整制动器底座在小车架上的焊接位置和焊接高度,Z后将位置调整好的制动器底座整体焊接在小车架上。采用焊接方式安装的制动器如图1所示。

此种装配焊安装方式存在以下3个缺点:一是底座安装精度难于保证。容易受到小车架底平面的平面精度、电动机中心高度、小车架结构型式及尺寸等因素影响;二是由于采用焊接方式安装,焊接过程中产生较大的焊接应力,应力释放过程中必然对制动器的安装精度造成影响;三是制动器底座一旦出现问题很难更换,可维护性较差,不利于实现底座的标准化生产。因此必须进行结构改进,才能有效解决上述问题。
2.改进方法
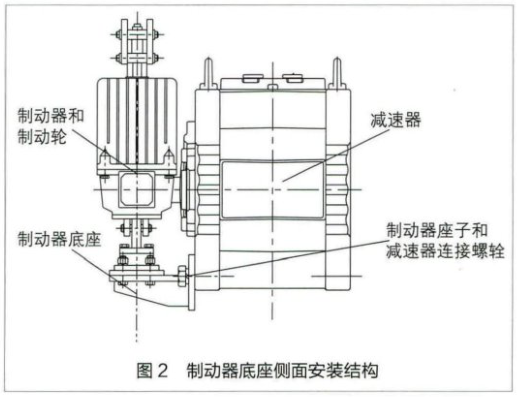
考虑到制动器与减速器在起重机小车架上布局结构,及制动器的实际使用情况和支撑强度,我们将制动器与减速器改为一体化结构,即将制动器通过其底座螺栓孔安装在减速器上。此项改进,只需对减速器生产厂家提出制动器安装位置和尺寸要求,由减速器生产厂家在减速器上预先加工出螺栓孔即可,也可利用减速器上的地脚螺栓孔或减速器侧边的辅助连接孔安装制动器。根据小车架布局和安装方式需要,制动器安装位置可设置在减速器侧面,也可设置在减速器底部,如图2和图3所示。

3.改进效果
制动器由焊接安装改为螺栓紧固安装,可调整安装位置,提高安装精度,有利于实现标准化生产;可有效避免因焊接应力所造成的制动器变形及对制动力的影响,保持制动器的制造精度和制动效果;便于制动器底座的拆装和更换,从而提高了起重机的可维修性和安全性。
来源:《工程机械与维修》2016年第1期

