
来源:中国船检
林虹兆
轴系合理校中对大型轴系的正常运转和船舶安全可靠的航行至关重要,它是根据船舶轴系的实际结构,按照规定的约束条件,即规定的轴承负荷、应力和转角等允许范围,通过校中计算和现场安装工艺确定各轴承的合理位置,把轴系安装成规定的曲线状态,使各轴承的负荷分配均匀,支承截面上的弯矩和转角在允许范围内。现场安装工艺中,为确保轴系校中尽可能接近理论计算状态,水上阶段轴承斜率的精确定位尤为重要。结合现场建造检验经验,总结归纳出带斜率或抬高中心线的轴承(以下统称偏心轴承)在轴系水上定位安装的工艺要点。
1、偏心轴承简介
大型轴系的重量带来的轴系扰度不可忽略,特别是艉轴后轴承位置,由于螺旋桨的额外重量,该处的弯曲一般比较大。为避免轴承局部比压过大,增加轴与轴承之间的有效接触面积,确保润滑油膜的有效建立,现在主流的做法是将轴承内孔中心线设计成带有一定斜率或者整体抬高一点,轴承外圆仍然与艉管同心(斜镗孔方式已不常见)。根据CCS船舶建造检验管理轴系课题组发布的艉轴承高温原因研究报告显示,由于镗孔压装或整体艉管定位偏差导致轴与轴承的相对倾角得不到有效保证是引起艉轴承高温Z常见的原因,双斜率轴承和没有前轴承的轴系尤为敏感。
基于上述原因,《钢制海船入级规范》(以下简称规范)第3篇12.5.3.6条规定,在尾管后轴承支点处,螺旋桨轴与尾管后轴承的相对倾角,在静态下应不超过3.5×10-4 rad(约0.35mm/m)。以某13800DWT项目轴系为例,如下图1所示,按照批准的《轴系校中计算书》中简化的轴系支撑计算理论曲线图显示,尾轴在后轴承支撑点位置与水平的倾斜角大约为0.4mm/m(以下均简称),如果采用常规轴承则超过规范要求。

图1 某13800DWT轴系简化支撑理论曲线图
厂家结合其他限制计算结果和成熟经验,Z终确定艉轴后轴承中心线斜率为0.24mm/m,艉轴前轴承中心线抬高0.3mm,如下图2左右所示。因此理论上轴与后轴承之间的倾斜角降低为0.16mm/m,满足规范要求的轴与轴承静态下倾斜角不超过0.35mm/m。
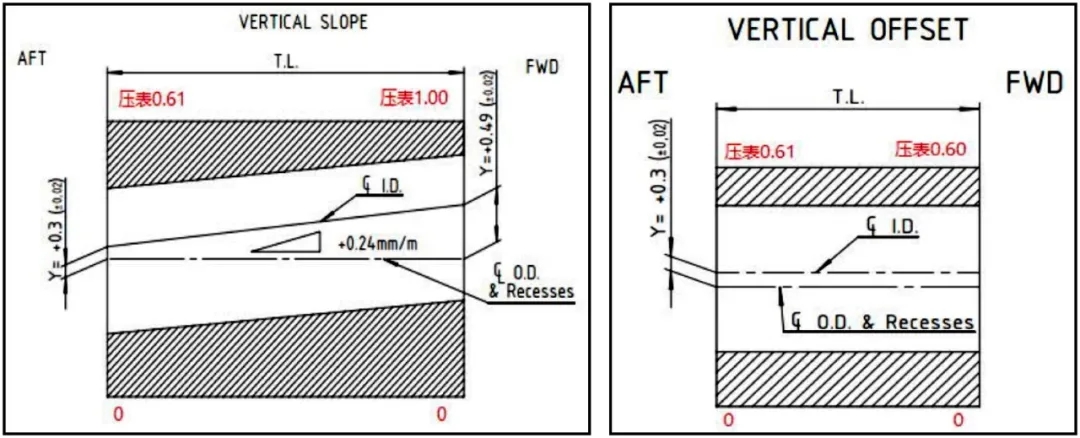
图2 某13800DWT艉轴前后轴承内孔结构形式
2、偏心轴承轴系的水上安装方法
按照CCS持证规则要求,艉轴承和艉管均需按照批准的图纸尺寸加工并持有产品证书,也就是说轴承内孔本身的偏心加工数据已经得到我社产品验船师的认可,作为建造现场的验船师,则需要保证轴承Z终上船定位后其空间位置的准确性,即轴承内孔中心线与水平面之间的斜率值等于设计值。
目前船厂在水上主要采用两种轴系安装工艺:一是采用艉管定位并镗孔,船厂自己压装轴承的方式;二是采用先将轴承压入艉管,该过程由外包方进行,船厂仅对整体艉管进行环氧定位。根据规范第3篇12.5.5.4条要求:尾轴承压装完成后,应测量尾轴承处斜度,因此前者对船厂技术能力要求较高,主要难点为:镗孔精度要求较高,并需要考虑镗排扰度对轴承外圆和艉管内孔配合的精度影响;压装结束后,需要测量安装好的轴承相对水平面的斜率和抬高值,限于篇幅本文不再详述。后者相对简单,以13800DWT项目为例,船厂艉管和轴承打包给某厂家,艉管和轴承分别由CCS认可厂家生产并持证,该厂家完成轴承压装工作,并提供压装和测量过程的数据报告,船厂和建造验船师的主要工作就是怎样将艉管准确的定位在船上,定位工艺的控制要点将在下一节详述。
3、偏心轴承整体艉管定位的工艺要点
首先,对于偏心轴承的整体艉管,验船师必须验证压装数据报告,若船厂无入库测量斜率的能力,验船师有权利要求见证厂家压装测量的全过程,确保艉轴承压入艉管之后不会因其外圆与艉管内孔配合的误差影响整体艉管的偏心值,做到过程监控无死角。如下图3所示,为13800DWT经验船师见证的厂家轴承压装测量数据报告。
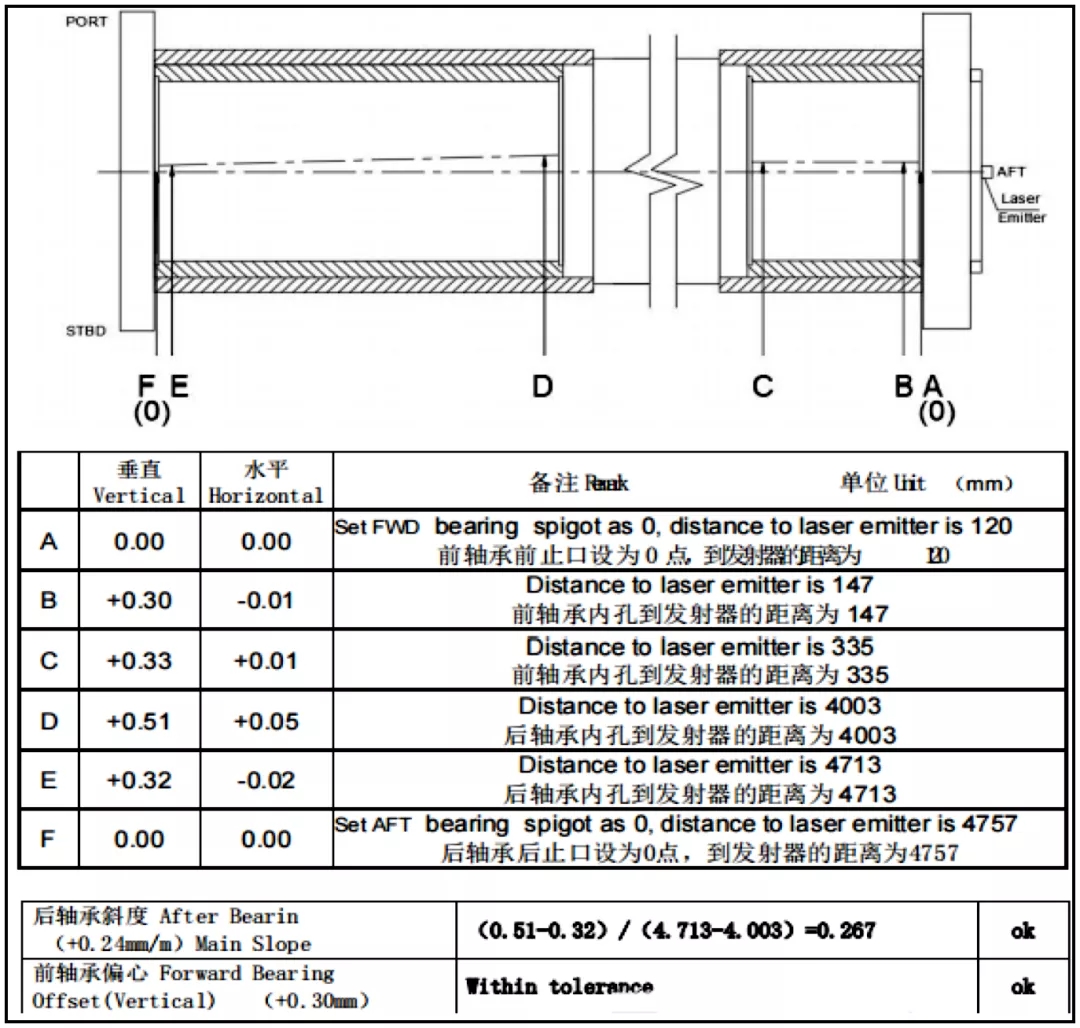
图3 某13800DWT外协厂家轴承压装测量报告
其次,检查整体艉管的定位标记,正常情况会有4个TOP标记,分别在前轴承、艉管前轴承座、后轴承、艉管后轴承座上,这四个标记点理论上必须在同一面上,且该面通过艉管的中心线,如下图4所示,为13800DWT艉轴前轴承和前轴承座上的TOP标记。该标记主要有两个作用:一是确保前后轴承压装方向的准确性,防止前后轴承压装的相对位置出现周向旋转偏差;二是作为现场艉管周向定位使用,确保艉管在顺逆时针方向上的准确性。

图4 13800DWT艉管前轴承座及前轴承上的TOP标记
Z后,艉管在船上的定位,确保轴承与水平方向的偏心值满足设计要求。偏心轴承的整体艉管的定位跟普通整体艉管的定位在基本工艺上是一致的,采用拉线、照光、拉线照光结合的方式都是可以的,相对来所照光方式更加准确,不同之处有两点:一是偏心轴承的整体艉管的定位是以轴承外圆或者艉管轴承座内圆为参考,让理论轴系中心线跟上述两者的中心线重合;二是偏心轴承艉管需要特别注意艉管周向的定位,通过旋转艉管的方式,Z终需要让4个TOP标记点在12点钟方向。如下图5所示,13800DWTZ终艉管定位后,其中艉轴承座的TOP标记的位置正好在12点方向。

图5 某13800DWT艉管定位后12点钟方向的TOP标记
4、工艺的改进
偏心轴承整体艉管精确定位的难度就在于周向定位的准确性,如果不能够精确的保证轴承在周向的位置,则出现的直接后果就是轴与轴承之间的实际倾斜角不能达到理论要求,同时轴承的左右间隙可能出现严重不均的现象,后者尤为明显。从目前厂家采用的TOP定位标记来说,很难精确的将轴承定位在设计的理想位置,因为TOP标记由3个字母组成,现场验船师也只能通过肉眼观察的方式将其定位在12点钟方向。笔者通过思考,提出改进建议:船厂在与厂家进行技术协议签订的时候,要求厂家将TOP标记改为标记线,即在轴承和艉管端面分别做4根竖直的标记线,如下图6所示。现场在进行周向定位时,让艉管旋转到该标记线位于Z上方且垂直水平面时,即可认为艉管周向上定位已经到位。船厂接受了笔者的建议,在后续船舶建造时采取了改进工艺,从测试的数据来看,后续船的轴承左右间隙在均匀性上得到了极大的改善。

图6 某13800DWT项目改进的TOP标记线
5、总结
偏心轴承整体艉管的定位相对普通整体艉管的定位技术难度更大,熟练掌握整个工艺过程的要点和不同点是大型轴系水上安装的关键,也是合理校中的前期保障。工艺精度的提升是基于实践的总结,创新的提出将TOP标记改为标记线,解决了艉管周向定位误差大的问题,改善了轴承左右间隙的均匀性。
作者简介
林虹兆:CCS重庆分社涪陵办事处验船师,主要从事新建船舶和营运船舶轮机电气专业检验工作。先后在扬州中远海运重工和重庆川东船舶重工等厂区参与400K-VLOC、13500TEU、13800DWT油化船、650客位内河豪华旅游客船等船型的建造检验工作,在重庆港、万州港和涪陵港参与内河豪华旅游客船、集散两用船、油化船、客滚船、滚装货船等船型的营运检验工作。

